In unserer Heimwerkstatt haben wir eine Jet GBH-1340A Metalldrehmaschine mit digitaler Auslesegerät (DRO). Wir haben lange über die Möglichkeit diskutiert, CNC hinzuzufügen, da es ohne Computersteuerung äußerst schwierig ist, einige Arten von Teilen mit hoher Präzision herzustellen. Der Artikel berichtet über die in diesem Prozess gewonnenen Erfahrungen, einschließlich der gemachten Fehler und Empfehlungen zu deren Vermeidung, und zeigt detailliert den gesamten Prozess von der Erstmontage bis zum fertigen Ergebnis.
Ausbildung
Trotzdem näherten wir uns dem Projekt mit einem gewissen Aufschub. Von Anfang an haben wir einen Spindel-VFD-Regler, NEMA 34-Schrittmotoren und Maschinenachsentreiber ausgewählt, basierend auf dem, was wir in unserer Tormach 770-Fräsmaschine gefunden haben. Wir haben auch eine Schnittstellenkarte mit parallelem Anschluss für die CNC-Steuerung im Internet gefunden. Eines der Hauptkriterien für die Auswahl aller Ersatzteile war ihre Billigkeit, obwohl sie am Ende zu viel bezahlen mussten. Wie das Sprichwort sagt, zahlt der Geizhals zweimal.
Die Details kamen und wurden wegen der großen Anzahl anderer aktiver Projekte für etwa ein Jahr beiseite gelegt. Wir haben dies nur gelegentlich verwendet, um einige Messungen durchzuführen und über die spezifische Platzierung der Schrittmotoren nachzudenken. Der plötzliche Ausfall des Spindelmotors unseres Jets hat uns dazu veranlasst, wieder voll auf die Umsetzung unserer Pläne umzusteigen. Zu diesem Zeitpunkt holten wir alle vorbereiteten Teile heraus und begannen ernsthaft mit der Überarbeitung.
Allgemeine Projektzusammenfassung
Zeitaufwand: Viele Wochenenden
Schwierigkeitsgrad: Fortgeschrittene
Kosten: 2.500 bis 2.800 US-Dollar
Material
- Metallbearbeitungsmaschine mit digitaler Anzeigevorrichtung (DRO);
- 3-Phasen-Asynchronmotor Marathon # 145THFR5329 / $ 500, stand als Ersatz für den ausgebrannten Spindelmotor;
- - Emerson Commander SK / $450;
- LPT-, C11G CNC4PC.com / $68;
- NEMA 34 (2 .) X- Z-, Model 34HS38-3008S / $110 ;
- (2 .) GeckoDrive G213V / $150 ;
- Linux ( linuxcnc.org). Pentium 4;
- ( ) Roxburgh ;
- - 40″ / $225;
- (4 .);
- (2 .), Tormach 770 ;
- (2 .), , Amazon $5 $50 ;
- , , 24″×16″×10″;
- Schalter für Stromversorgung, Schutzabschaltung usw.;
- Drähte: 12ga, 14ga und 22ga;
- Relais, Schalter usw. von zerlegten Maschinenteilen;
Werkzeuge
- CNC-Fräsmaschine, Schaftfräser, Bohrstangen, Drehwerkzeuge zur Bearbeitung von Motorlagern.
- Bohrer, Schraubendreher, Schraubenschlüssel, Abisolierzangen, Crimpzangen usw.
- Lötkolben und Zinn.
Der gesamte Wiederaufbauprozess war in drei Phasen unterteilt:
- Änderung des Mechanismus selbst.
- Steuergerät zusammenbauen.
- Installation und Konfiguration des Steuer-PCs.
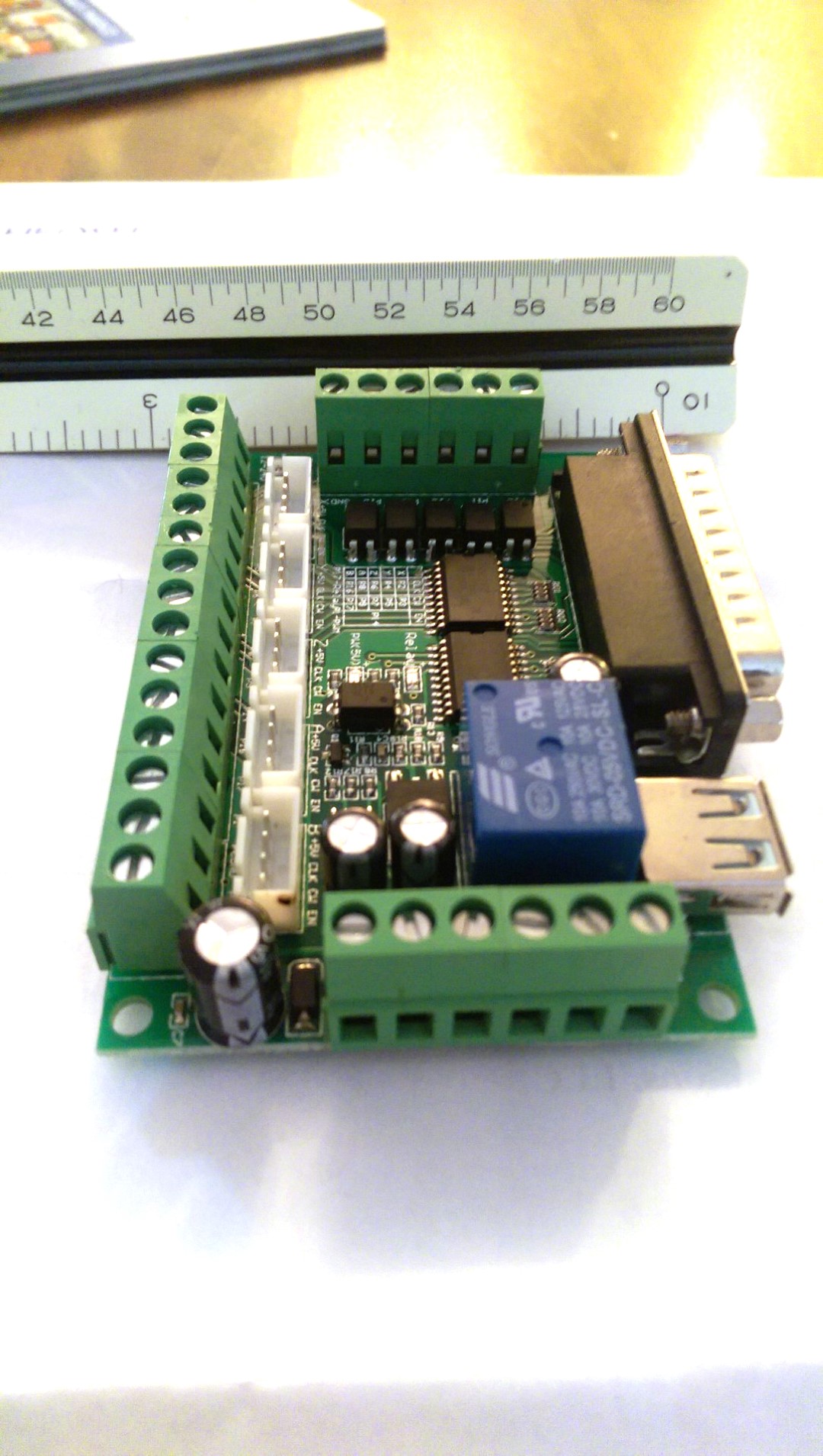
LPT Port Management Board / Schnittstellenkarte
Maschinenmodifikation. Teil 1

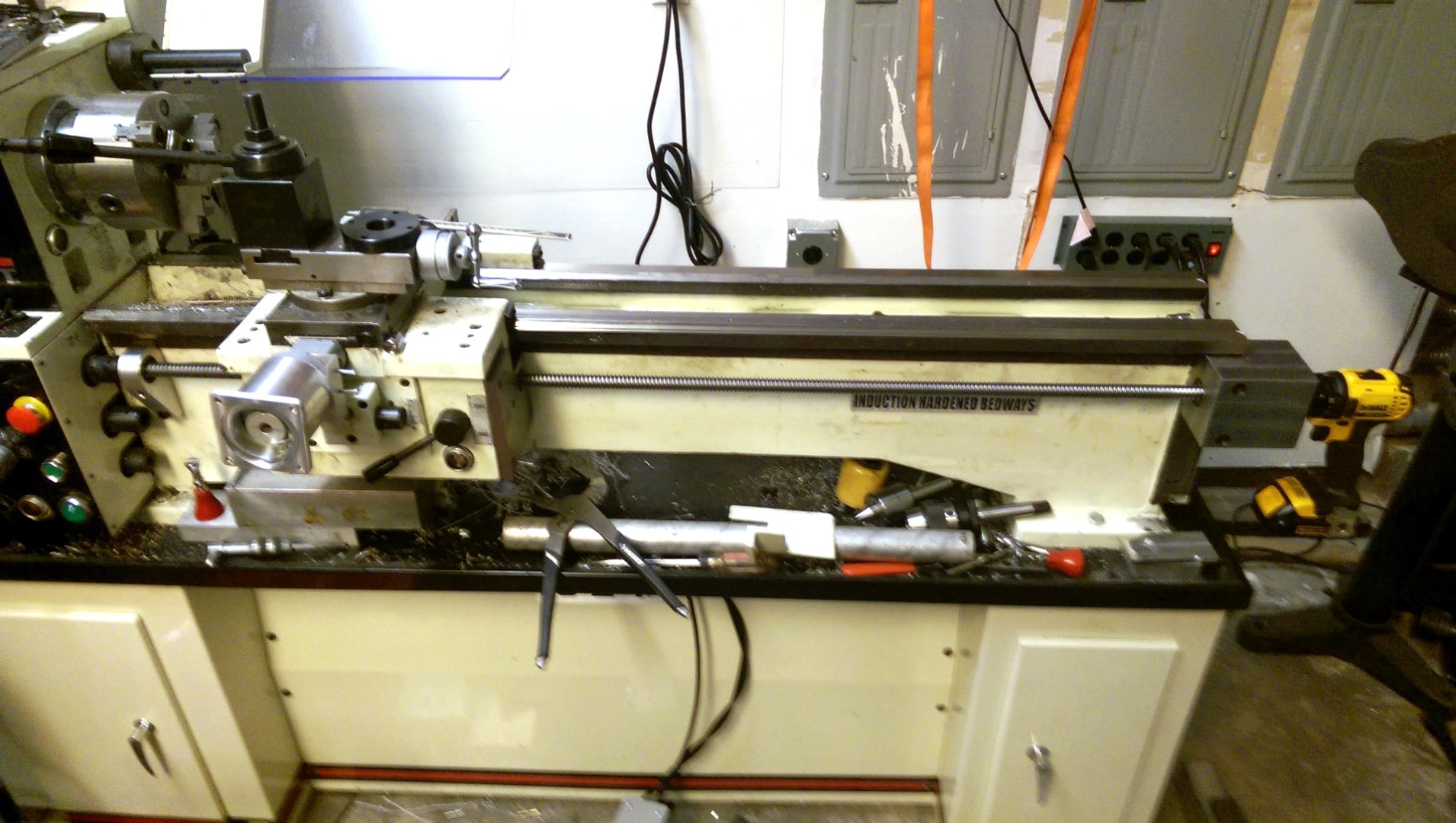
Unsere 40 "-Maschine für Metall vor dem Upgrade
Diese Maschine weist die folgenden Eigenschaften auf: einen Abstand zwischen den Mitten von 40" und einen maximal möglichen Werkstückdurchmesser von 13 ". Standardmäßig wird die Spindeldrehzahl über ein Getriebe gesteuert, das sich hinter der Spindel befindet und von einem 230-V-Einphasenmotor angetrieben wird. Das Getriebe musste nicht gewechselt werden; Wir haben nur die optimalen Getriebeeinstellungen ausgewählt, und dann wird bei Verwendung der CNC die Drehzahlregelung bereits von der Steuerung des Frequenzumrichters ausgeführt. Der Ausfall des ursprünglichen Einphasenmotors spielte uns tatsächlich nur in die Hände, da der Austausch durch ein Dreiphasenanalog uns mehr brachteein höheres Maß an Kontrolle und ermöglichte es, die maximal mögliche Drehzahl zu verdoppeln, die für einen toten Motor 1.750 U / min betrug. Das Beste daran ist, dass der Frequenzumrichter 220 V von einer in drei Phasen umwandeln konnte. Die ursprüngliche Steuerbox wurde von der Rückseite der Maschine entfernt, und einige ihrer Steuerrelais wurden zusammen mit anderen Teilen auf die neue migriert.

Fräsen der ersten Z-Achsen-Motorhalterung
Der Schlitten, der die Schneidwerkzeuge hält, nahm zwei Optionen zur Steuerung seiner Bewegung entlang der Z-Achse an (bei einer Drehmaschine verläuft die Z-Achse von links nach rechts und die X-Achse ist die Quervorschubachse). Es gibt eine Hauptgewindespindel zum allgemeinen Schneiden und eine zweite Gewindespindel, die sich synchron mit der Gewindespindel dreht. Beide Schrauben werden von einem einzigen Getriebe angetrieben und dienen zum Bewegen des Schlittens mithilfe der Steuerhebel am Schlitten selbst. Wir haben uns entschlossen, die Gewindeschneidschraube und den Schaft zu entfernen, der die primäre Leitspindel steuert. Dies ermöglichte es uns, die Hauptleitungsschraube mit einem Schrittmotor (SM) anzutreiben, der sich am gegenüberliegenden Ende befindet und durch Riemenscheiben mit einem Riemen gesichert ist. Die Hauptschraube benötigte nur etwas mehr als 50 Umdrehungen, um den Schlitten 1 "zu bewegen, und wir berechnetendass es ein gewisses Maß an Kontrolle über die Genauigkeit gibt.
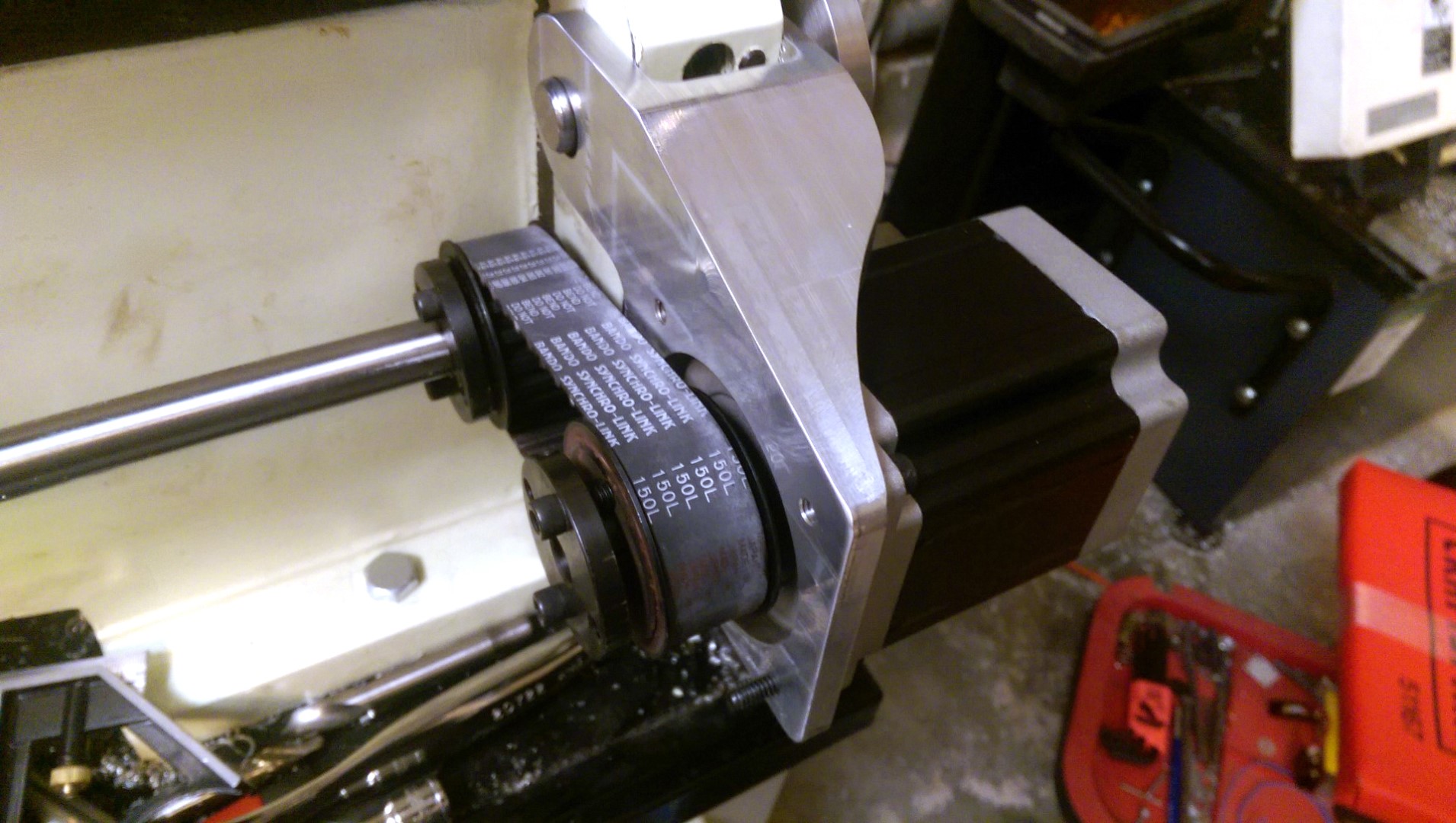
Die erste Variante des Z-Achsen-Motorantriebs
Mit einer CNC-Fräsmaschine haben wir eine Motorhalterung hergestellt, die an einem Drehgelenk mit einer Drehmaschine verschraubt ist, ähnlich wie ein Generator in einem Auto zum Spannen eines Riemens installiert ist.

Kreuzvorschub ersetzen: der X-Achsen-Hauptgriff
Für die X-Achse, dh Quervorschub, war der direkte Antrieb von einem Schrittmotor die naheliegende Wahl. Wir haben die Griffe von der Maschine entfernt und eine weitere Aluminiumstütze gefräst. Um die Steifigkeit zu verringern, wurde die Leitspindel über eine Kupplung mit dem Schrittmotor verbunden.
Cross Feed Motor Assembly: Neuer X-Achsen-Schrittmotor
Wir haben keine Änderungen am Reitstock der Drehmaschine vorgenommen. Es bleibt unter manueller Kontrolle, während der Computer die ganze harte Arbeit in der X- und Z-Achse erledigt.
Steuergerät zusammenbauen
Die ursprüngliche Einheit war zu klein, um alle für den Betrieb der Maschine erforderlichen Komponenten aufzunehmen. Aus diesem Grund haben wir ein 24 "× 16" × 10 "Gehäuse bestellt, das genau zu allem passt. Die 10-Zoll-Tiefe war vielleicht übertrieben, bot aber ausreichend Platz für die Montage von Lüftern und Schaltern an der Seitenwand. Gleichzeitig erwies sich das Gehäuse als so steif, dass es auf der Rückseite der Maschine den Monitor auf sich selbst halten konnte, ohne herunterzufallen.
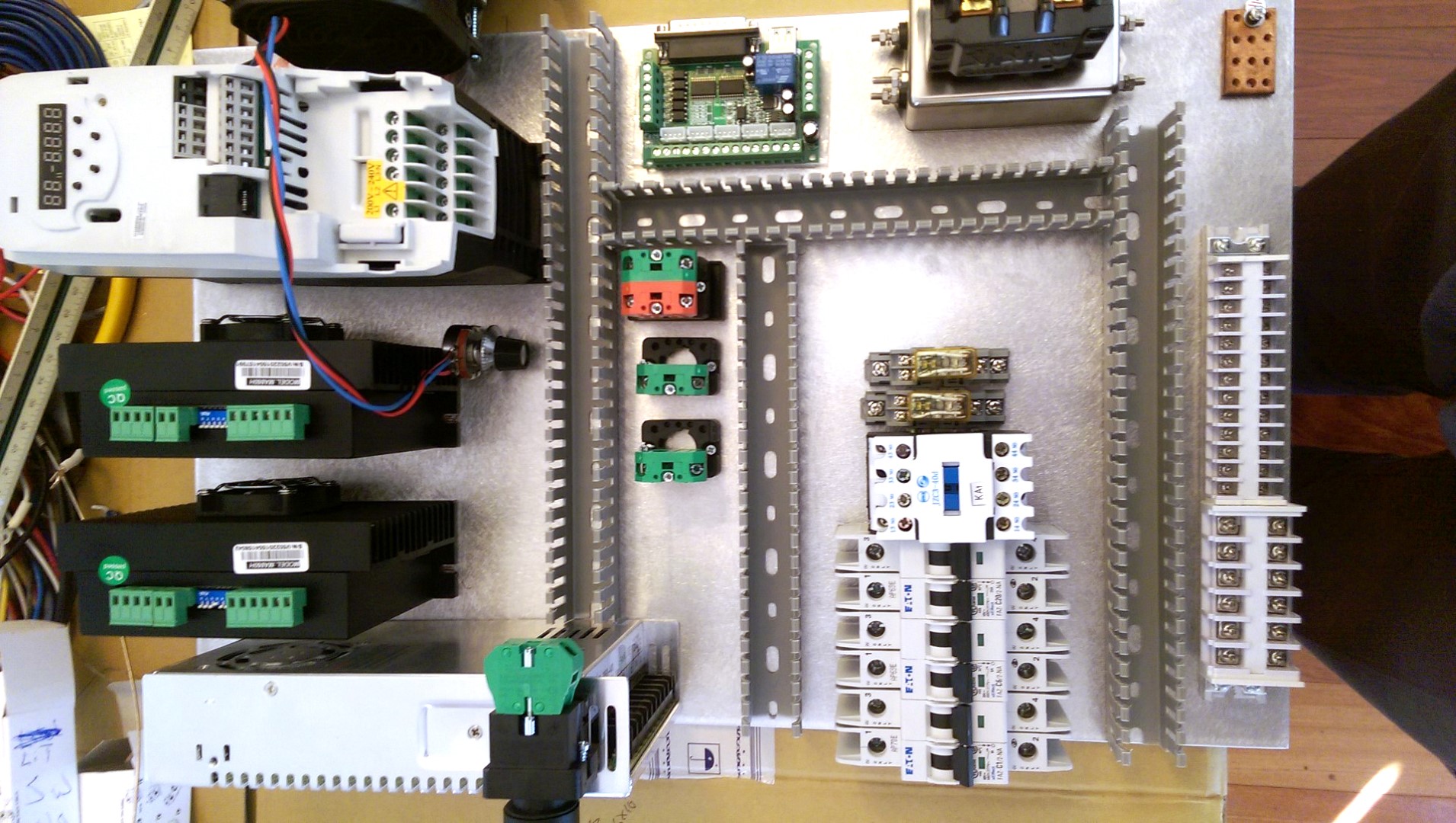
Position der Kontrollen
Wir haben alle Komponenten an einem 1/8 ”Aluminiumblech befestigt, das für einen einfachen Zugang aus dem Gehäuse entfernt werden kann. Dabei fungierte er auch als Kühlkörper. Für die Elemente der manuellen Steuerung der Spindel schneiden wir die entsprechenden Löcher in das Blech und den Körper aus.
Kabelführung
Kabelsalat zu vermeiden, haben wir Kabelkanäle mit offenen Schlitzen aufgenommen.
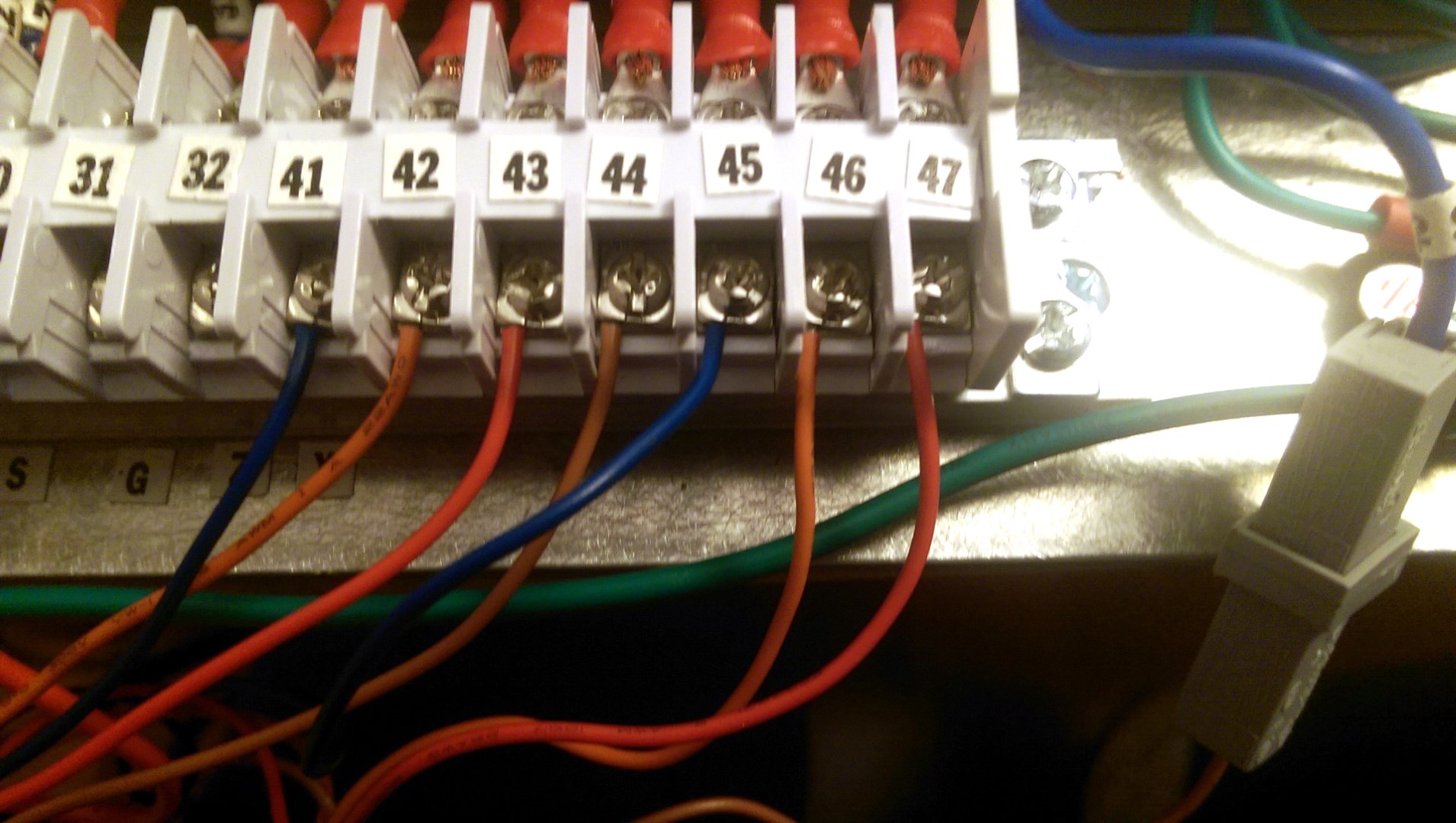
Sorgfältig gekennzeichnete Verbindung
Während des gesamten Prozesses wurde das Diagramm in Visio verarbeitet, wo alle Verbindungen sorgfältig nummeriert und die Drähte an beiden Enden entsprechend markiert wurden.

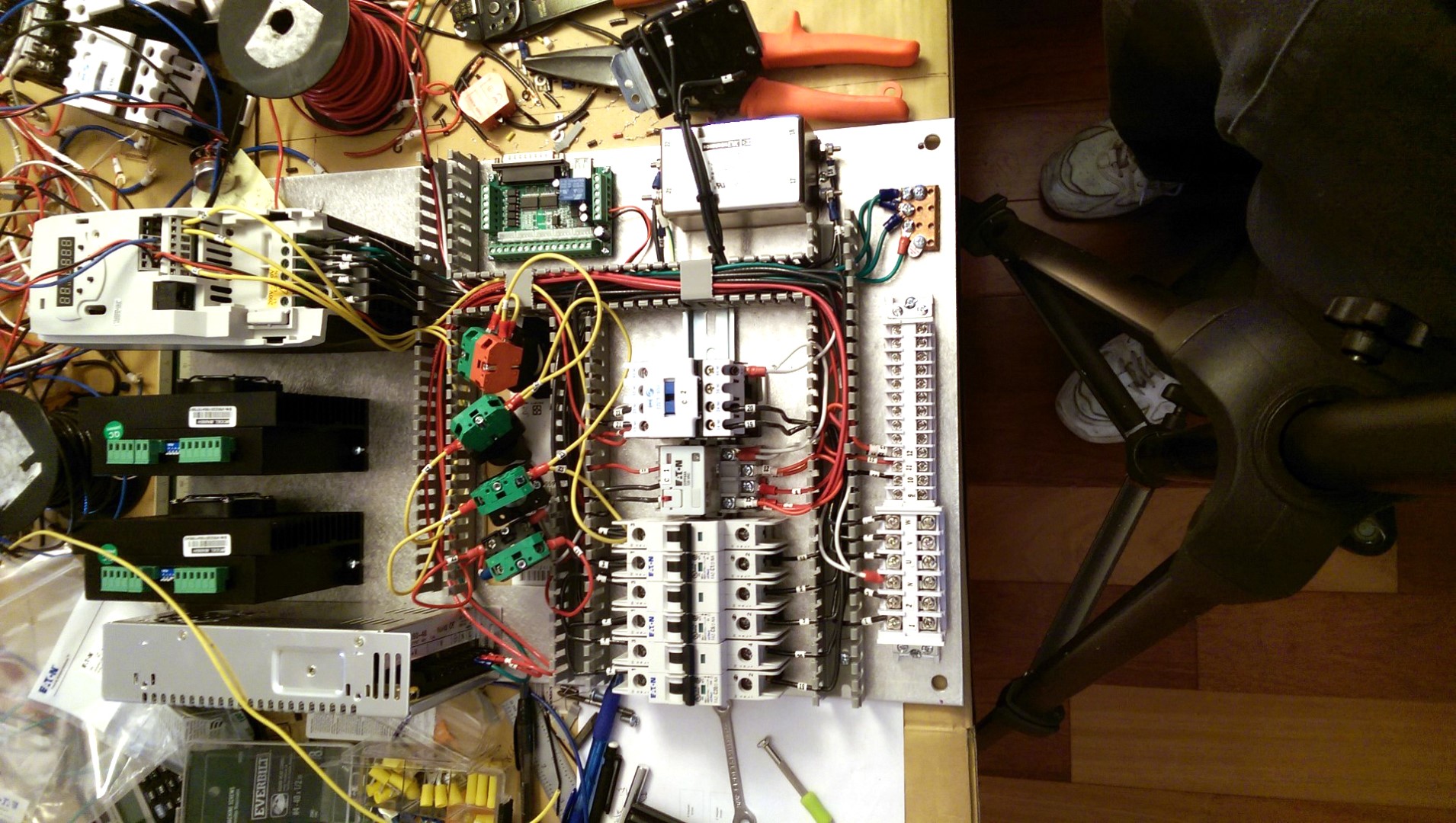
Zusammengebaute Steuerbox (mit Stans Kopf innen) Steuerbox
zusammengebaut. Erster Test
Der gesamte Montagevorgang der Steuereinheit dauerte ca. 60 Stunden.
Steuer-PC einrichten
Obwohl viele CNC-Projekte einen parallelen Anschluss zur Steuerung des Geräts verwenden, verwenden sie häufig nicht die neueste Hochleistungshardware. Erstens sind viele moderne PCs nicht mit parallelen Ports ausgestattet, außerdem sind viele der modernen Prozessoren so optimiert, dass sie gut mit Software funktionieren, sind jedoch bei der direkten Implementierung von E / A-Ports mit Bit-Banging-Technologie für ineffektiv zeitkritische Hardwaresteuerung. ... Dies ist kein Problem für den PC, der den Drucker steuert, da USB die Last verringert. In unserem Fall kann jedoch bei einem CNC-Fräser eine falsche Hardware- / Softwarekonfiguration dazu führen, dass der Schnitt in Zehntausendstel ab dem erfolgt Ort, an dem der G-Code zeigte ... (Zum Beispiel wegen fehlender Schritte, Anmerkung des Übersetzers).
Glücklicherweise gibt es Testlisten für grundlegende Funktionen der CNC-Software, so dass es viel einfacher war, sie zu finden. Wir haben uns für einen alten Dell Optiplex mit Pentium 4-Prozessor und LinuxCNC-Betriebssystem entschieden. Wir haben zwei dieser PCs (einen für Ersatzteile) erfolgreich in einem örtlichen Geschäft für gebrauchte Computer für jeweils 30 US-Dollar gekauft.
LinuxCNCbietet eine sehr breite Palette an Steuerungsoptionen und wird von der PC-Enthusiasten-Community gut unterstützt. Nach den Anweisungen auf der Website war die Installation von LinuxCNC recht einfach, und dieses Betriebssystem lief perfekt auf unserem alten PC. Mit Hilfe von StepConf konnten wir die einzelnen Pins des parallelen Ports beliebig konfigurieren. Wie sich jedoch herausstellte, war es besser, LinuxCNC vor dem Kauf von Steuergeräten zu konfigurieren, da dieses Betriebssystem vorinstallierte Konfigurationen für verschiedene Gerätetypen bot, von denen einige bei den ersten Käufen einfach nicht bekannt waren.
All dies dauerte nicht lange und unser Board für den LPT-Port leuchtete bereits wie ein Weihnachtsbaum, als die Tasten gedrückt wurden, außer dass der magische Rauch nicht auftauchte. Und alles schien klar zu sein, aber ... nichts hat funktioniert.
Miser zahlt zweimal
Trotzdem ist es nicht fair zu sagen, dass nichts funktioniert hat. Es gab Hinweise darauf, dass einige der Komponenten praktisch korrekt funktionierten. Einer der SD reagierte auf den Befehl zum Drehen mit einem einzigen dumpfen Geräusch. Der Fahrer dieses Motors hatte bis zu diesem Punkt sogar eine grüne LED, nach der er auf rot umschaltete. Der Fahrer eines anderen Schrittmotors brannte trotzig sofort rot, als die Stromversorgung eingeschaltet wurde, und starrte uns weiterhin an, wie Saurons Auge.
Wir haben uns die gesamte Verkabelung angesehen. Wir haben unsere Version der Dichtung mit der Version in Tormach verglichen. Hier gab es keine Probleme. Und erst später, nachdem wir den Ausgang der CNC-Steuerkarte mit einem geliehenen Oszilloskop überprüft hatten, stellten wir das erste Problem fest: Die Ausgangssignalspannung stieg nur auf die Hälfte des von den Schrittmotortreibern geforderten Pegels. Das Board, das wir für 20 Dollar gekauft haben, war nur Müll. Wir haben uns entschlossen, diesmal nicht zu sparen und haben auf einer anderen Seite ein anderes Board im Wert von 99 US-Dollar gefunden. Bei ihrer Ankunft stellte sich heraus, dass sie von einer anderen Site markiert wurde: CNC4PC.com. Es blieb jedoch auch um 6 Revisionen hinter der neuesten vorgeschlagenen Version zurück. Diese Platine lieferte ausreichend Spannung und wir hofften, dass die Motoren besser funktionieren würden. Aber sie schwiegen ...
Ich habe bereits erwähnt, dass ein Großteil dessen, was wir für unsere eigene Steuereinheit gekauft haben, aus Proben einer vorhandenen Fräsmaschine ausgewählt wurde. Diese Schrittmotortreiber waren vom selben MA860H-Modell wie darin. Während wir uns die Rechnungen für die Reparatur dieses Routers vorstellten, begannen wir, die verdächtigen Teile zu ersetzen, indem wir sie darin installierten. Die Schrittmotoren waren die ersten, und zu unserer Erleichterung funktionierten beide hervorragend. Ihre Fahrer wurden als nächstes überprüft, und jetzt funktionierte keiner von ihnen. Saurons Auge verspottete uns weiterhin. In dem Verdacht, dass es unser Joint war, bestellten wir ein paar weitere Fahrer des gleichen Modells. Beide wurden sofort nach ihrer Ankunft außer Gefecht gesetzt. Einer weigerte sich, überhaupt in der Fräsmaschine zu arbeiten, und der zweite sorgte für eine Drehung, jedoch nur in eine Richtung. Offensichtlich waren diese Treiber keine zuverlässige Lösung.
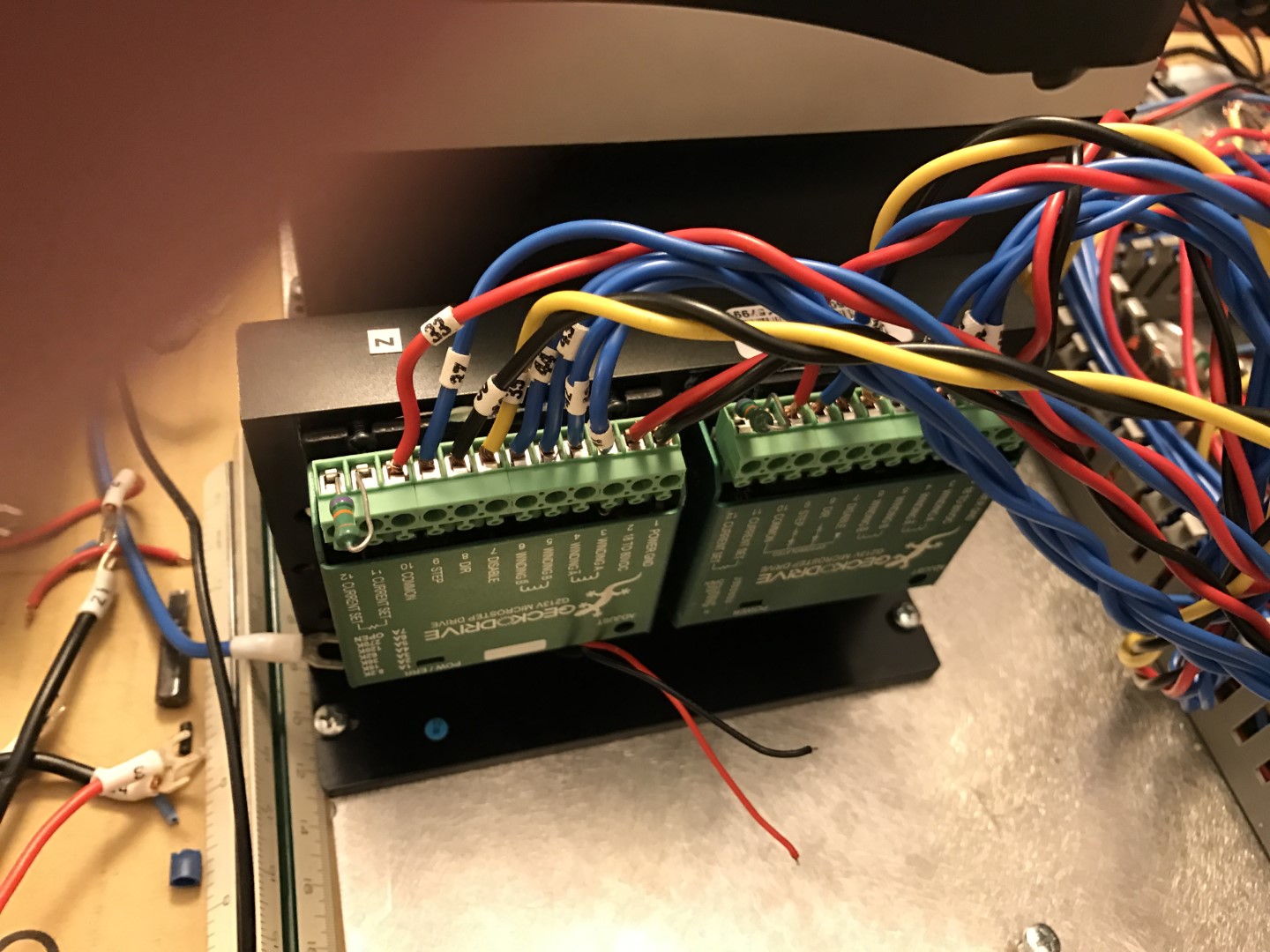
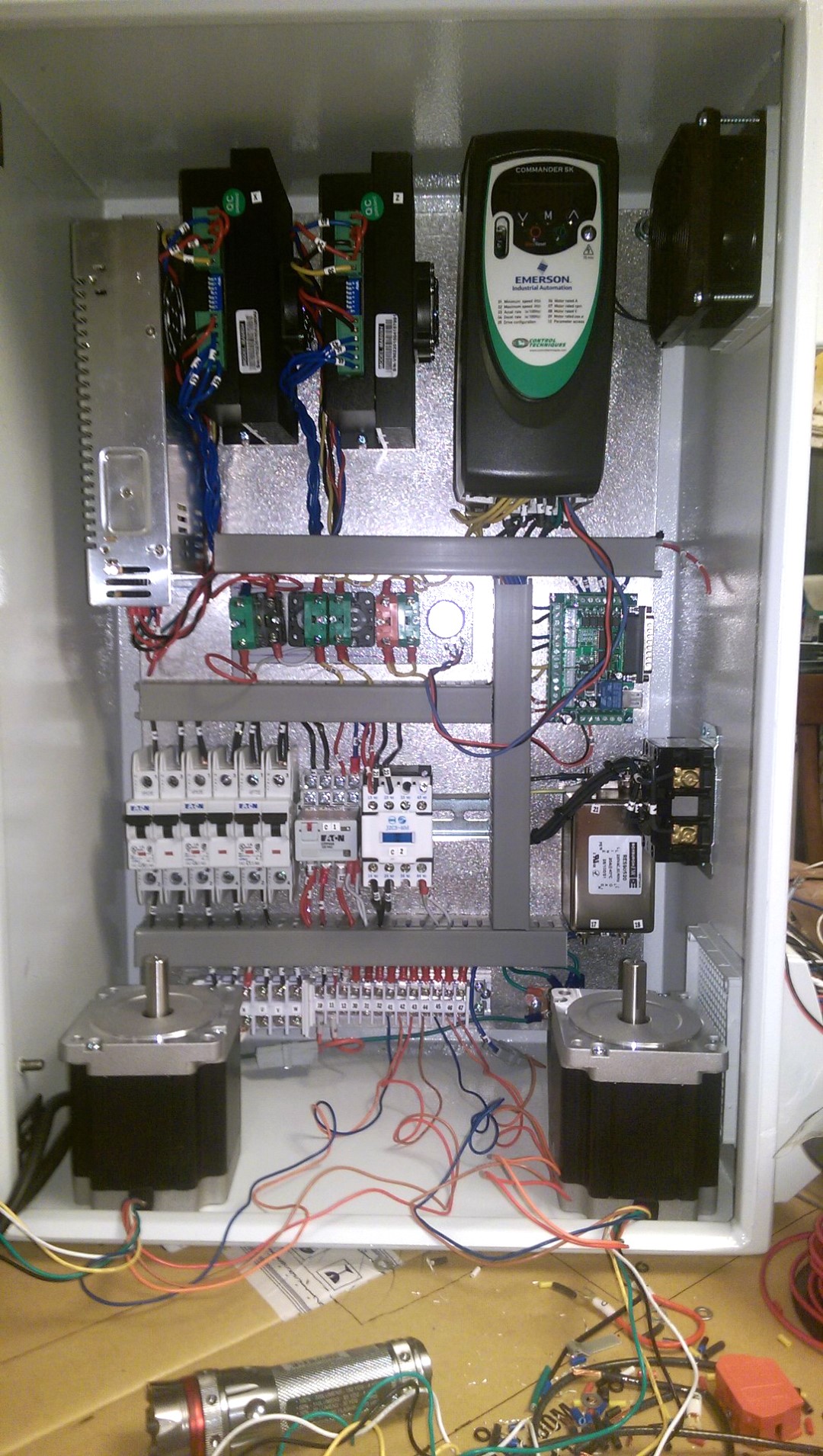
Frankenstein-Motortreiber: Neue GeckoDrives im Rahmen eines nicht funktionierenden Treibers installiert Nach genauerer Betrachtung der
Informationen im Internet haben wir GeckoDrive-Modelle entwickelt, die unsere Erwartungen voll erfüllen. Diese Boards funktionierten sofort hervorragend und beide passen perfekt auf den gleichen Platzbedarf, auf dem es zuvor einen billigen Fahrer gab. Bei ordnungsgemäßer Stromversorgung erforderten diese Platinen eine Wärmeableitung, mit der sie standardmäßig nicht ausgestattet waren. Die verbleibenden nicht funktionierenden Analoga waren nur mit Kühlkörpern und Lüftern ausgestattet, was sich als ihr einziger funktionierender Teil herausstellte. Am Ende haben wir nur die GeckoDrive-Boards in den leeren Rahmen des toten Treibers eingebaut und so zwei Probleme gleichzeitig gelöst.
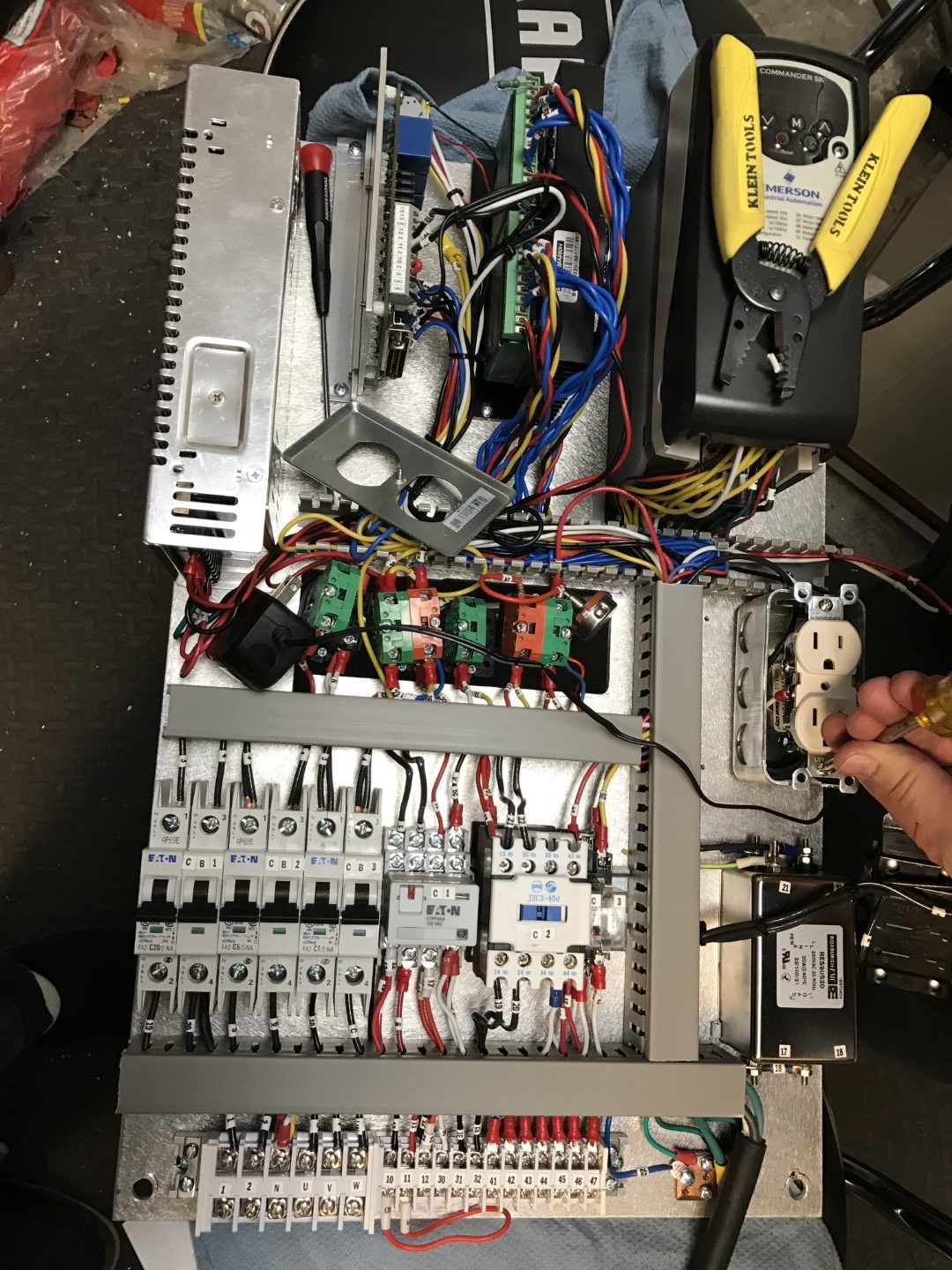
Komplette Steuerteile, aber noch kein Gehäuse
Die neue Schnittstellenkarte war viel größer als das Original, und wir konnten jetzt einen der ursprünglichen Schrittmotortreiber ersetzen.
Ein kurzer Hinweis zu den Treibern: Sie sind analog und digital erhältlich. Auf YouTube finden Sie Videos, die sie bei der Arbeit vergleichen. Das Video zeigt, und wir bestätigen dies, dass digitale Kopien einen viel ruhigeren und leiseren Motorbetrieb ermöglichen. Ihre erhöhten Kosten rechtfertigen sich also.
Alles zusammenfügen
Alles war an seinem Platz. Wir konnten den Schrittmotor mithilfe der UI-Tasten oder der G-Code-Anweisungen steuern, und durch die einfache Befestigung der Motoren an den Gewindespindeln war es möglich, den Schlitten entlang beider Achsen zu bewegen.
Wir kannten das genaue Verhältnis von Leitspindeldrehzahl zu seitlicher Verschiebung nicht, daher wurden die richtigen Einstellungen für StepConf durch Ausprobieren gesucht. Dieses Programm fordert mehrere Werte an: Motorschritte pro Umdrehung, Mikroschritt des Treibers, Zahnverhältnis der Riemenscheibe und Steigung der Leitspindel. Wenn Sie sich bei diesen Werten nicht sicher sind, denken Sie daran, dass sie mit einem Wert multipliziert werden, was "Schritte pro Zoll" bedeutet. Wenn alle diese Werte außer einem (egal welcher) auf 1 gesetzt sind, ist der verbleibende Wert am Ende eine große Zahl, die mit ausgezeichneter Genauigkeit angepasst werden kann.
Dazu haben wir den folgenden Algorithmus befolgt:
- Bewegen Sie den Wagen von links nach rechts in die ungefähr bekannte Position. Setzen Sie in der CNC-Benutzeroberfläche die Offsets zurück, indem Sie den Positionswert auf 0 setzen.
- .
- G-code 1” , Z1.
- .
- « » , « ». , 20 000, 1.015”, 20 000/1.015 19 704 .
- , 1” 1”.
Es ist sehr wichtig, Messungen durchzuführen, nachdem der Schlitten nur in eine Richtung bewegt wurde, da die Gewindespindel höchstwahrscheinlich etwas Spiel hat. Wenn die Messung nach einer Bewegung in die entgegengesetzte Richtung durchgeführt wird, weicht das Ergebnis bis zum Spiel ab.
Die Digitalanzeige war noch an der Drehmaschine angebracht, was es viel einfacher machte, die auf dem PC eingegebenen Anweisungen mit der tatsächlichen Wagenbewegung zu vergleichen. Indem wir dem von uns entwickelten Algorithmus folgten, mussten wir einen Wert von Schritten pro Zoll erhalten, der unabhängig von der Achse, auf der die Messungen durchgeführt wurden, konsistente Ergebnisse liefert. Dieser Ansatz funktionierte hervorragend für die X-Achse, aber bei der Messung der Z-Achse variierten die Ergebnisse bis zu 0,012 Zoll, je nachdem, wo die Messungen durchgeführt wurden. In etwas war ein schwerwiegender Fehler.
Maschinenmodifikation. Teil 2
Die Gewindespindeln können ungenau sein, aber die Schraube muss sehr schlecht sein, damit die Durchbiegung entlang aller 40 Zoll zunimmt und dann wieder abnimmt. Das Problem war, dass neben der Gewindespindel auch andere Zahnräder und Schneckenräder an der Bewegung entlang der Z-Achse beteiligt waren. Wir mussten die Ungenauigkeit in diesem ganzen verwandten Mechanismus berücksichtigen. Das Spiel der Z-Achse war genauso schrecklich. LinuxCNC hat Möglichkeiten, dies zu kompensieren, dies würde jedoch die Berechnung des Fehlers an jedem Punkt entlang aller 40-Zoll-Achsen erfordern. Es war fast unmöglich, die gewünschte Genauigkeit zu erreichen. Der Getriebemechanismus musste geändert werden.
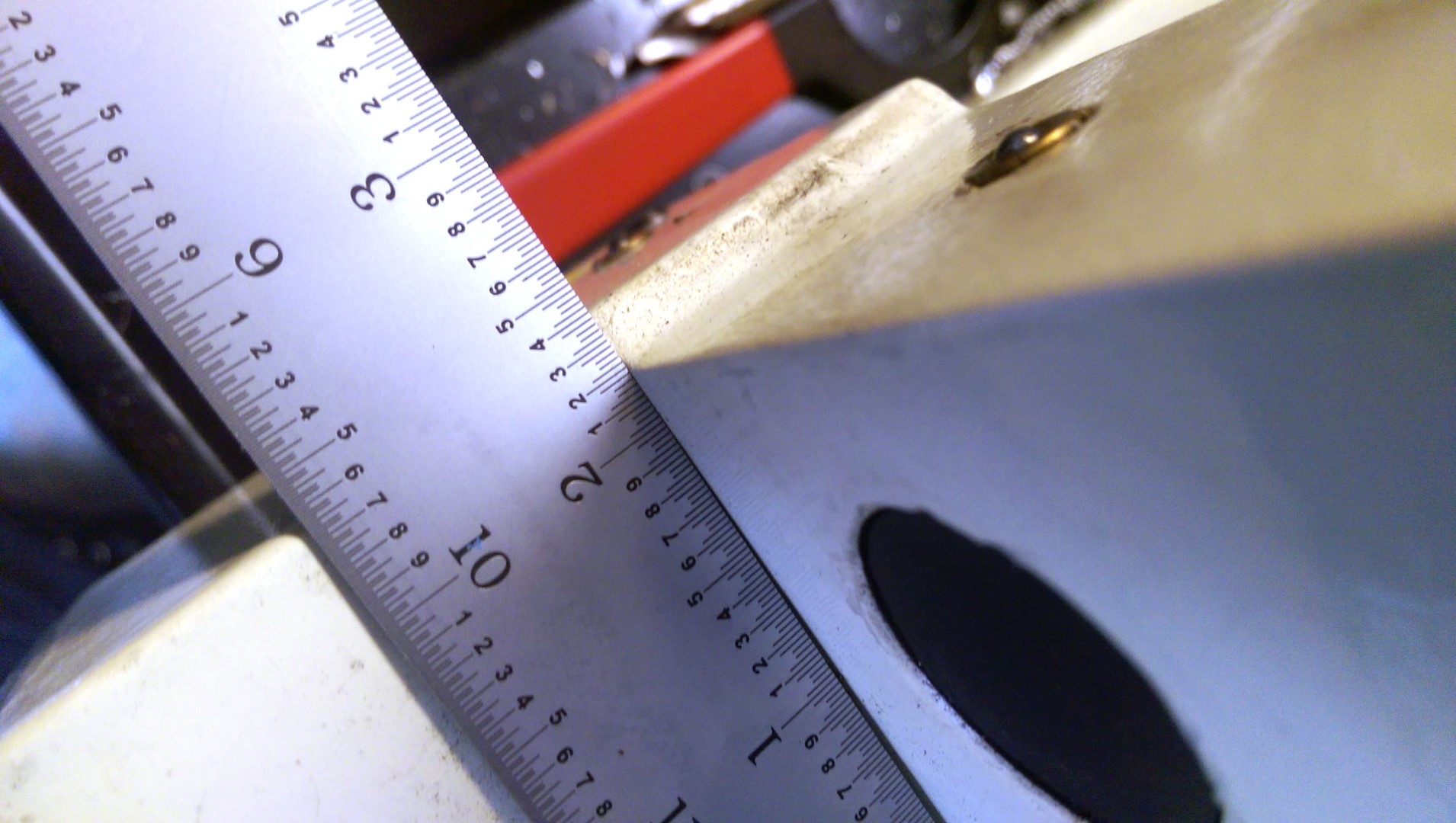
Messungen der Position für die Position der Motorachse Z.
Eine Präzisionskugelschraube (Kugelumlaufspindel) kann das Spiel fast vollständig beseitigen, die einzige Frage ist der Preis. Ein Unternehmen bot Kugelumlaufspindeln für bis zu 3.500 US-Dollar an. Am Ende kauften wir eine Kugelumlaufspindel und eine Mutter für 225 US-Dollar von Roton Products in Missouri. Außerdem musste es an die zuvor gekauften Lager angepasst werden, was in einer örtlichen Schleifwerkstatt weitere 336 USD kostete. Das Spiel dieser Kugelumlaufspindel betrug bereits nur 0,007 Zoll, aber es änderte sich zumindest nicht entlang der Propellerlänge, was es einfach machte, dies in LinuxCNC zu kompensieren.
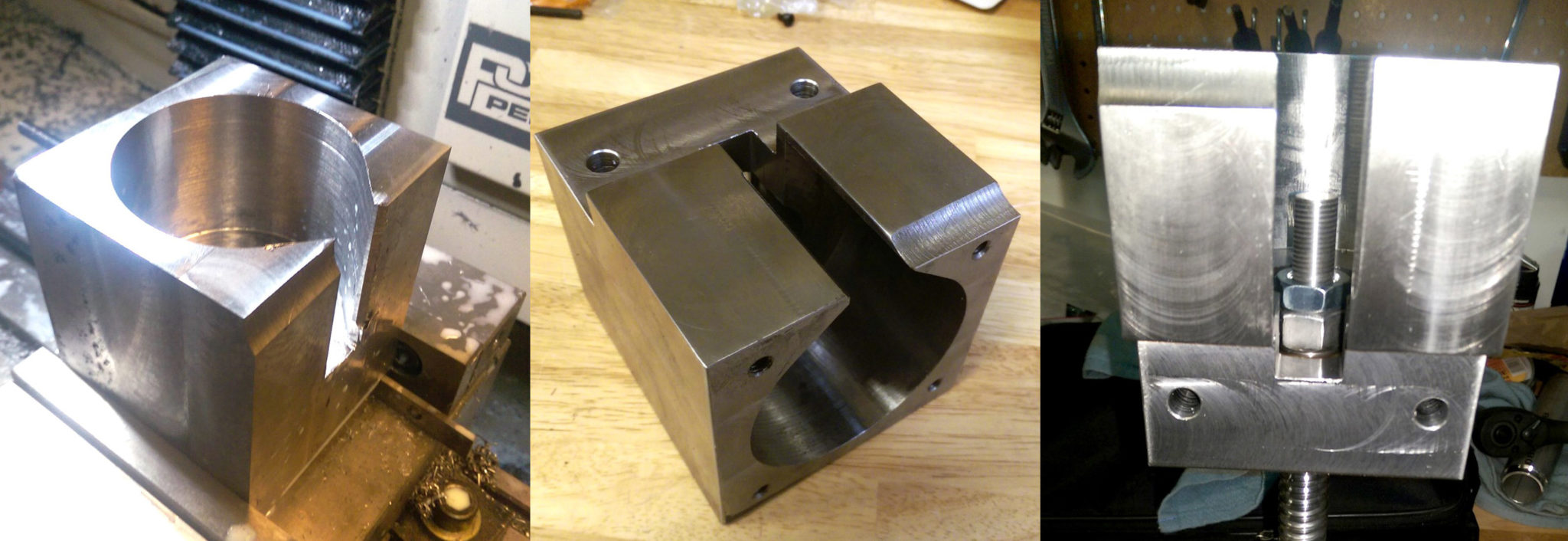
Die zweite Motorstütze der Z-Achse: Die Mitte wird mit einem Fräser geschnitten, bearbeitet und zusammen mit der Kugelumlaufspindel montiert.
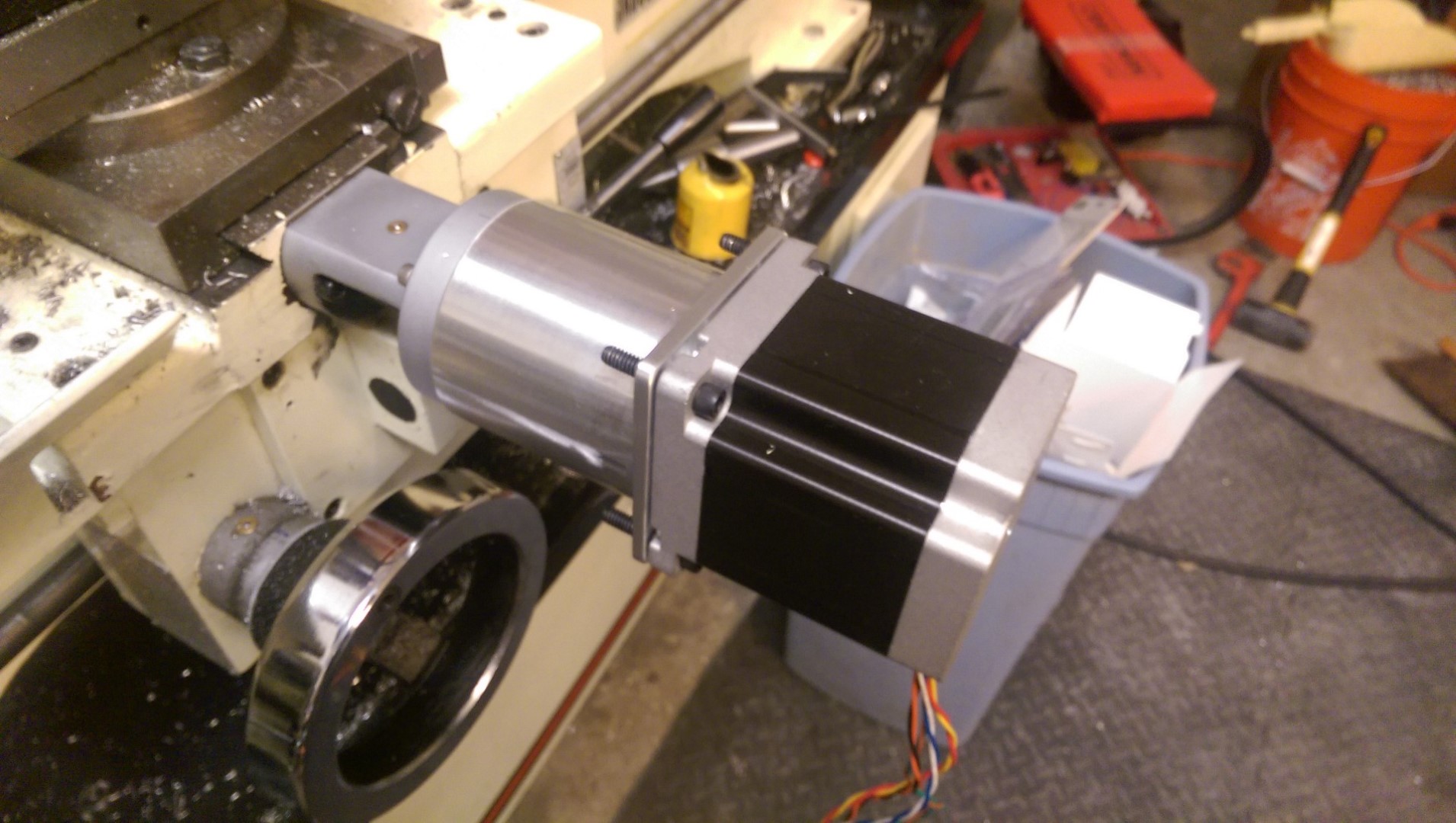
Wir haben uns auch entschlossen, den Riemen mit der Riemenscheibe zu entfernen und eine neue Befestigung für die Kugelumlaufspindel vorzunehmen, damit der Direktantrieb erfolgt aus dem Drehzahlmotor kann realisiert werden.
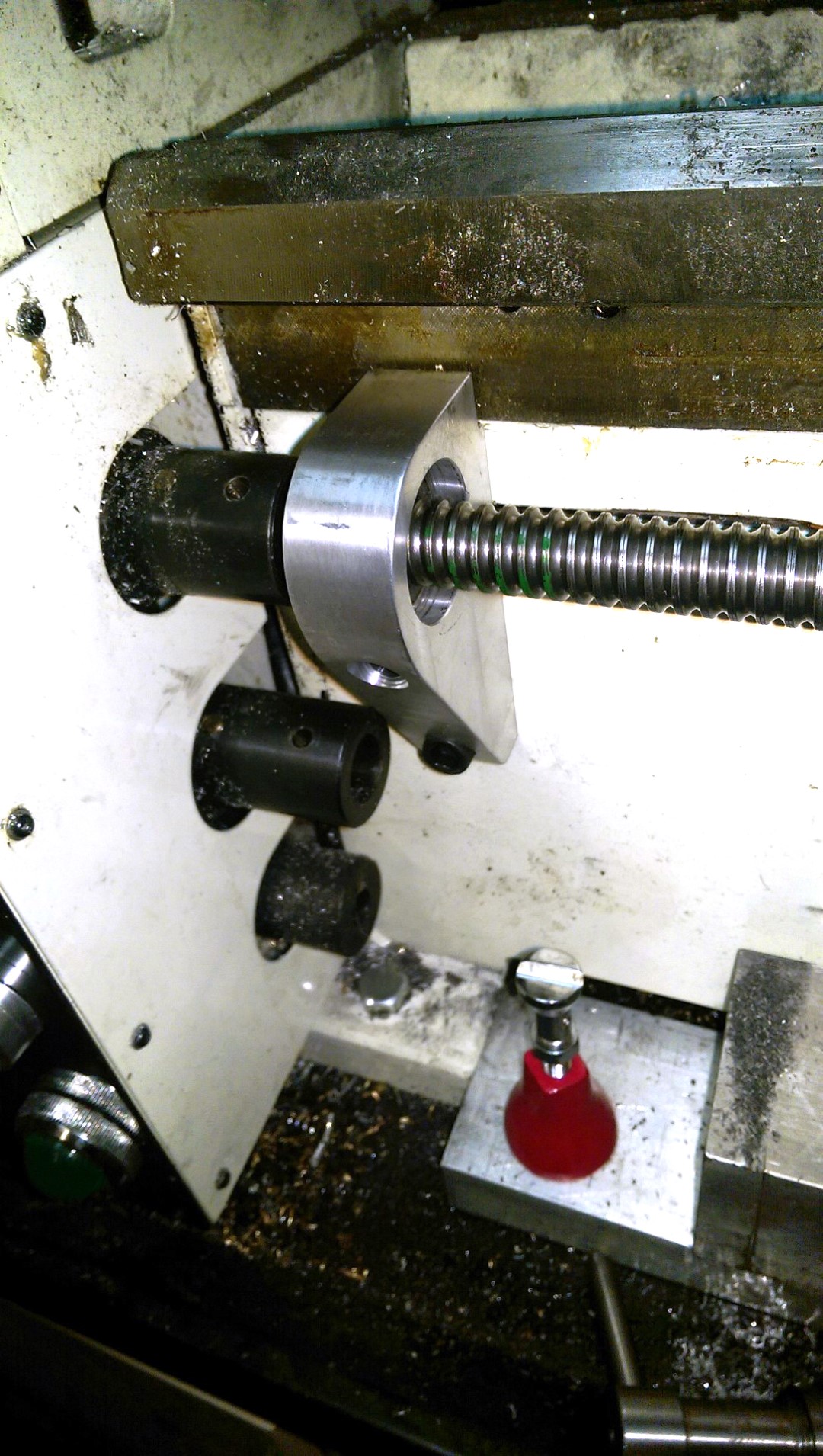
Befestigen Sie die Spindelstock-Kugelumlaufspindeln der Z-Achse
Jedes Ende der Welle wird von einem Paar Axiallagern getragen, die eins zu eins befestigt sind, um die Bewegung zu blockieren und gleichzeitig die Drehung aufrechtzuerhalten. Die Welle selbst ist unter diesen Störungen unter einigen Störungen gesichert.
Modifizierte Drehmaschine mit neuen Stützen für den Schrittmotor
Jede CNC benötigt Endschalter, damit die Maschine die Ausgangsposition auf jeder Achse finden kann.

Montage des Endschalters
Glücklicherweise fanden wir beim Zerlegen des manuellen Steuerkastens zwei für diesen Zweck ideale Momentschalter, die für jede Antriebsschraube in einer geeigneten Position angeordnet waren.
Die Kabelführung erfolgt normalerweise über Kabelkanäle, aber für die X-Achse haben wir das nicht getan, sondern nur die Drähte vom Steuerkasten hinten zur X-Achse von vorne frei unter der Maschine hängen lassen.
Feinschliff
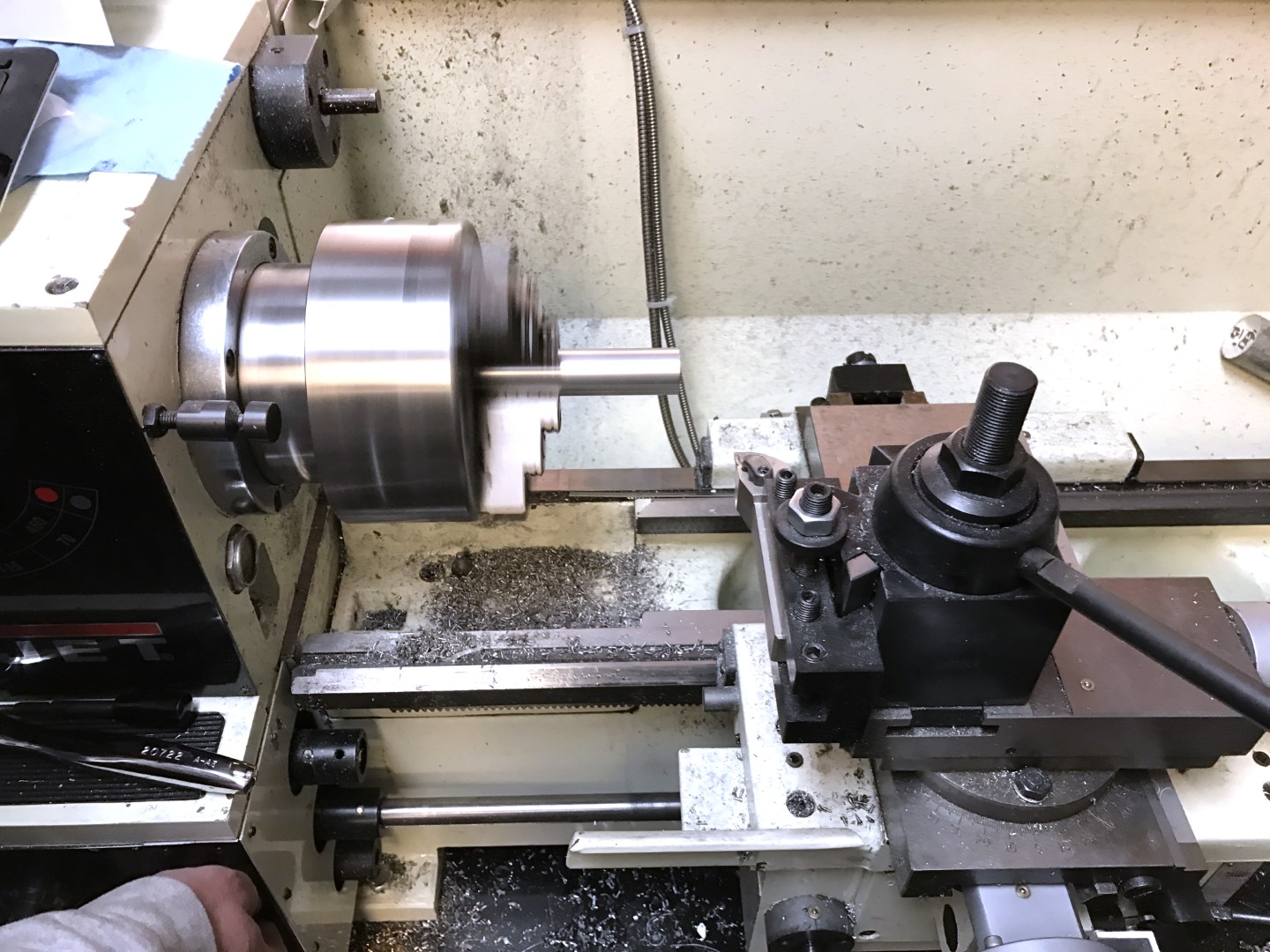
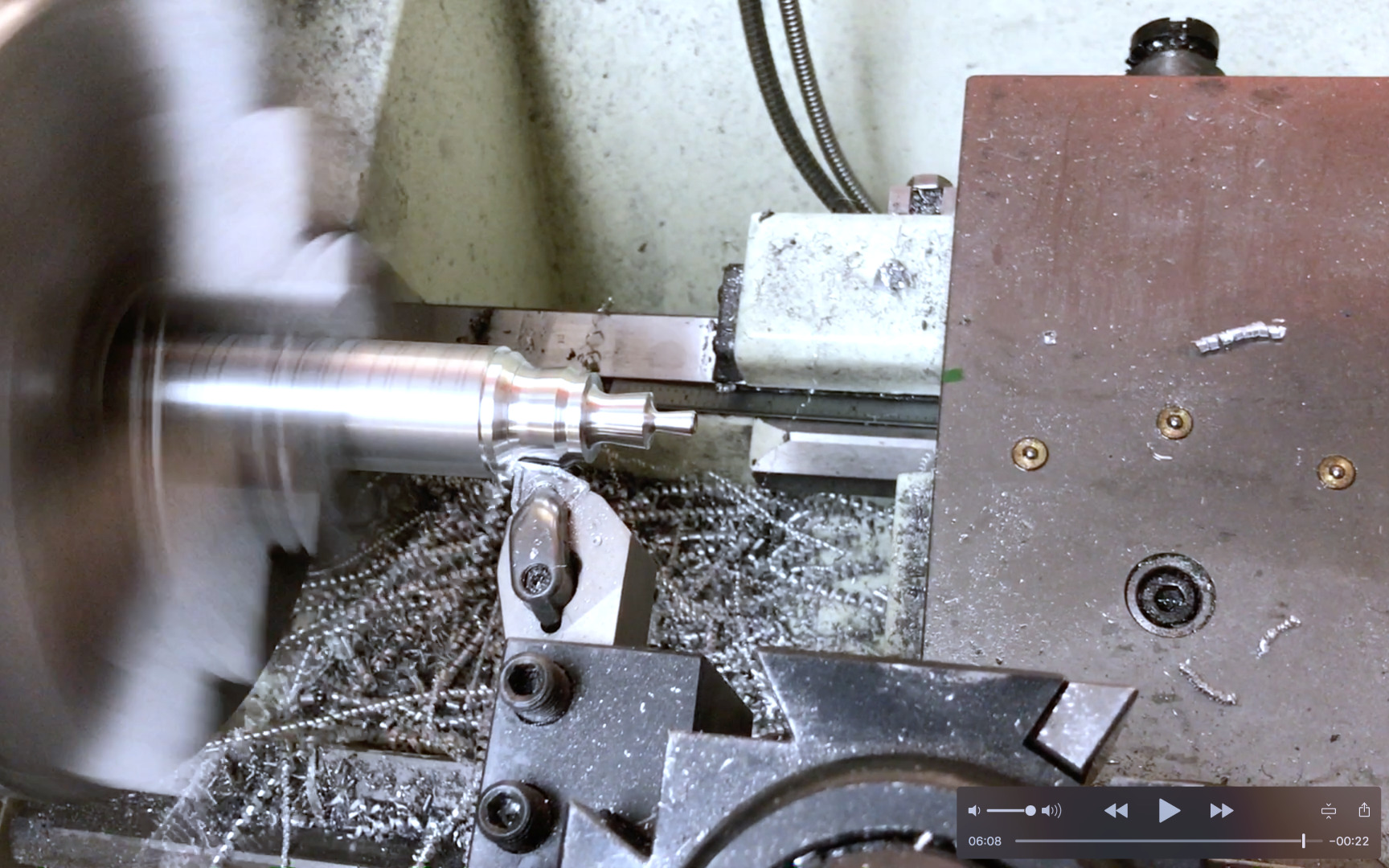
CNC-Drehmaschine in Aktion. Testlauf
Wir hatten jetzt eine voll funktionsfähige CNC-Drehmaschine. LinuxCNC hat einwandfrei funktioniert, obwohl seine Benutzeroberfläche einer alten Windows 98-
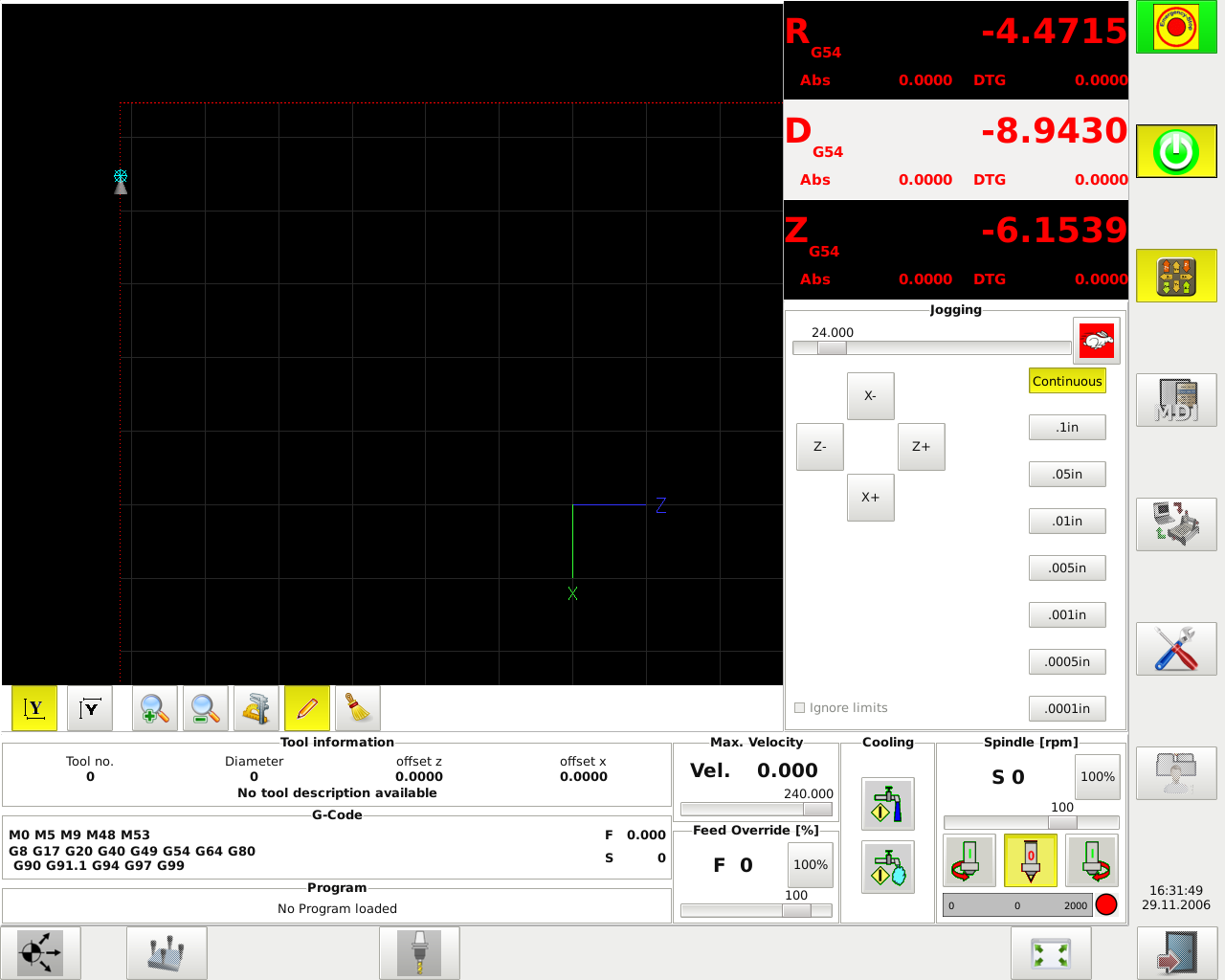
App ähnelte . LinuxCNC-Screenshot (Kein Programm geladen, bis ich herausgefunden habe, wie man die Tatsache ignoriert, dass es nicht mit dem Computer verbunden ist)
Zum Glück haben wir ein wenig im Internet gesurft Foren. Zwei alternative Benutzeroberflächen, die um Größenordnungen besser aussahen und besser abschnitten.
Und wie es normalerweise unter Linux der Fall ist, machen Sie sich bereit, unzählige Foren und Dokumentationen zu lesen und Textdateien zu bearbeiten, um die gewünschte Konfiguration zu erhalten.

Messerschärfer. Die Griffe werden auf einer CNC-Drehmaschine hergestellt!
Fertiges Werkzeug zum Schärfen
In Zukunft planen wir einige Verbesserungen:
- Infolge dieses Projekts konnte die Maschine keine Gewinde mehr schneiden. LinuxCNC unterstützt diese Funktion jedoch, wenn eine Rückmeldung vom optischen Spindeldrehzahlsensor implementiert werden kann.
- Es ist sehr nützlich, Flüssigkeitskühlung mit Kühlmittel (Schneidflüssigkeit) hinzuzufügen, selbst bei einer offenen Maschine, die mit niedrigen Geschwindigkeiten läuft.
- Sie können das Spiel begrenzen, indem Sie neue Kugelmuttern bestellen, die eine andere Größe für jede vierte oder fünfte Kugel haben, um die Toleranz zwischen Kugelumlaufspindel und Mutter zu verringern.
- Die Kugelumlaufspindeln müssen geschützt werden. Dazu müssen Sie geeignete Abdeckungen oder zumindest Bürsten herstellen, um es zu reinigen.
