
Produktion
Das Jahr 2020 war geprägt vom Übergang von der Produktion zur Installation einiger der wichtigsten Komponenten des internationalen Tokamaks. Wir sprechen über den ersten Sektor der Vakuumkammer, mehrere Magnete des Toroidfeldes gleichzeitig, die erste Spule des Poloidfeldes, die Basis des Kryostaten und viele kleinere, aber nicht weniger wichtige Elemente.
Ende 2019 schloss Südkorea das Schweißen und Montieren des ersten Sektors der Vakuumkammer ab (von 4 in Korea hergestellten). Dies ist ein komplexes Produkt mit einem Gewicht von 440 Tonnen - ein zweiwandiges Gefäß mit bis zu 60 mm dicken Wänden (im Durchschnitt - 40 mm) und einer komplexen Struktur zwischen den Wänden (hier sind die Elemente zur Befestigung der ersten Wand und Baugruppen aus Stahl-Bioschutz). Der erste seiner Art in der Vakuumkammer des ITER-Tokamak Die Schutzelemente sind übrigens solche Borstahlblöcke, deren Produktion 9000 Einheiten Indien im Jahr 2020 fertigstellte. Die Produktionsaufgabe wird durch die Geometrie des Sektors mit allgegenwärtigen Doppelkrümmungsflächen vor dem Hintergrund der höchsten Anforderungen an die Fertigungspräzision erheblich erschwert.


Der koreanische Hersteller hat ein gutes Video veröffentlicht, das die titanischen Arbeiten zur Herstellung dieses Produkts zeigt.
Das Wunder der Produktionsketten - der zweite koreanische Sektor ist auf dem Weg, der in der ersten Hälfte des Jahres 2021 abgeschlossen sein soll, und dann zwei letzte, die bis Ende 2022 in Cadarache erwartet werden.
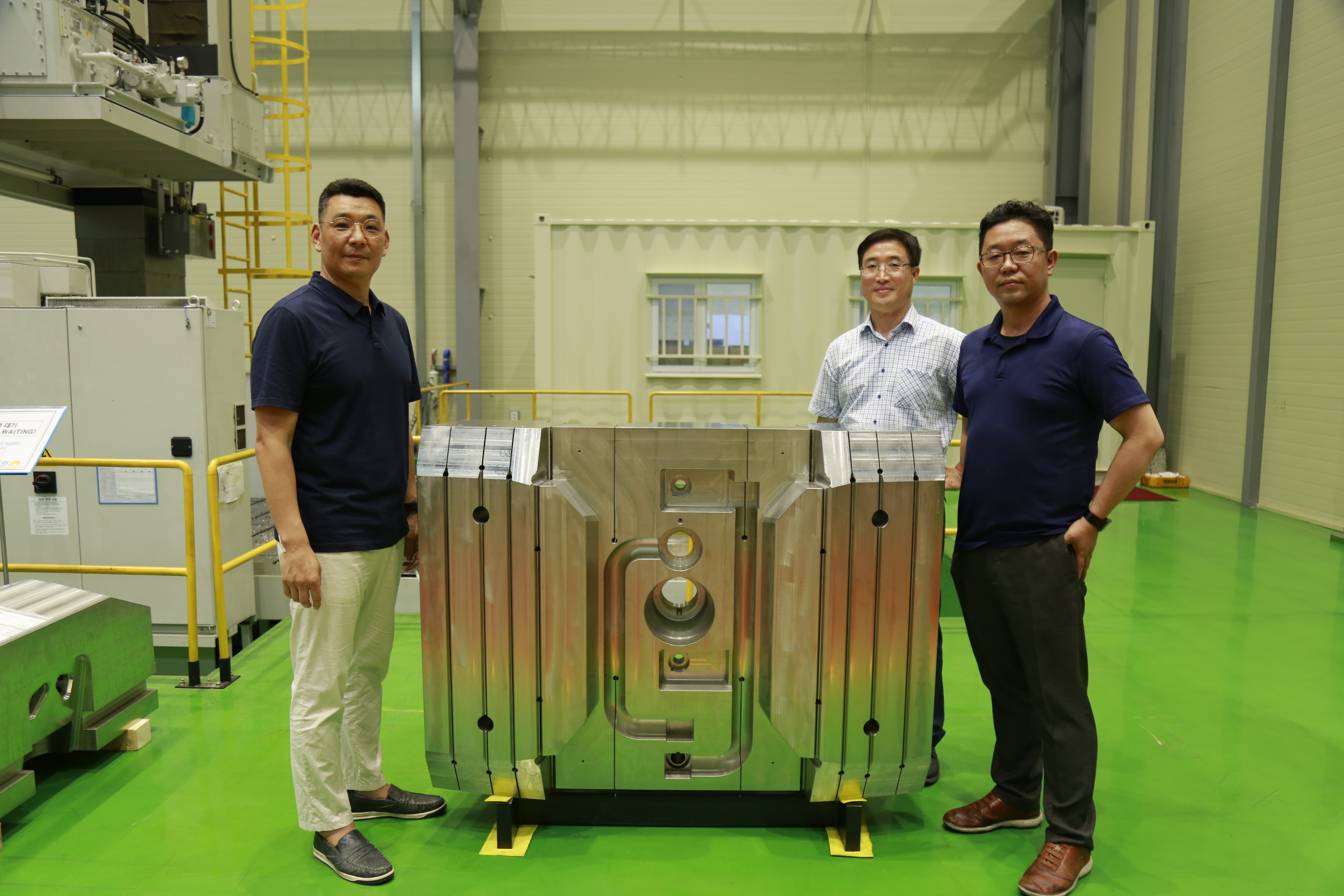
Bei der Montage eines Tokamaks in einer einzigen Kammer wird viel schweres Gerät benötigt (notwendig) Geometrie), ebenfalls hergestellt in Korea. Insbesondere benötigen wir eine zentrale Säule und aktive radiale Aufhänger, die im Bild unten grün gefärbt sind.
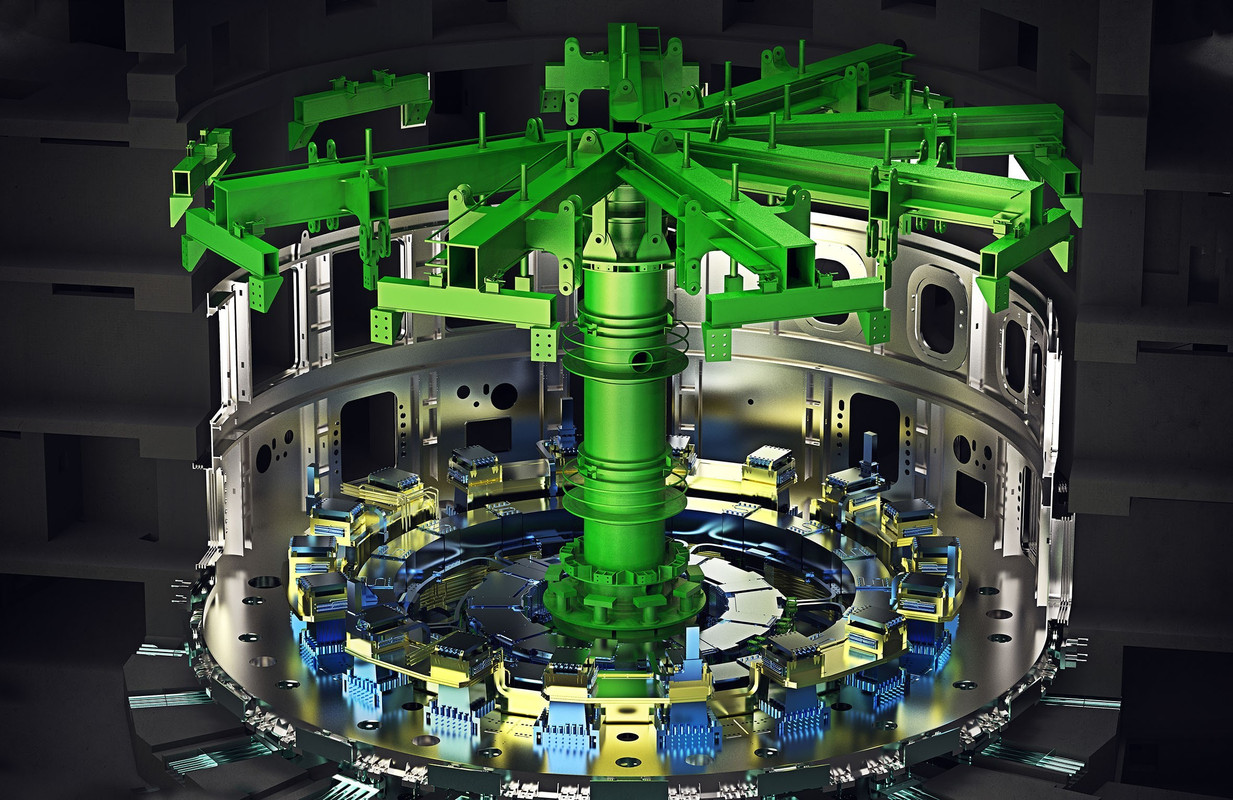
Im Jahr 2020 wurden diese Elemente hergestellt und getestet, und bereits im Jahr 2021 sollten sie verwendet werden.


Zusammen mit jedem Sektor der Vakuumkammer sind zwei 320-Tonnen-Spulen des Ringfeldes in der Mine installiert - die stärksten Magnete der Welt heute. Die Produktion von 18 dieser Magnete begann bereits im Jahr 2009 und umfasste 6 große Stufen: Herstellung von supraleitenden Kabeln, Radialplatten, Montage von supraleitenden Längen, Montage von Wicklungspaketen, Herstellung von Spulenkörpern, Montage von Spulen. Und schließlich, im Jahr 2020, rollten fertige Spulen von den japanischen und europäischen Förderbändern ab, von denen es bis Ende des Jahres bereits 5 fertige Spulen gab. Die ersten beiden fertigen Ringspulen am Standort Cadarache zur Vorbereitung der Montage mit dem ersten Sektor der Ringskammer.


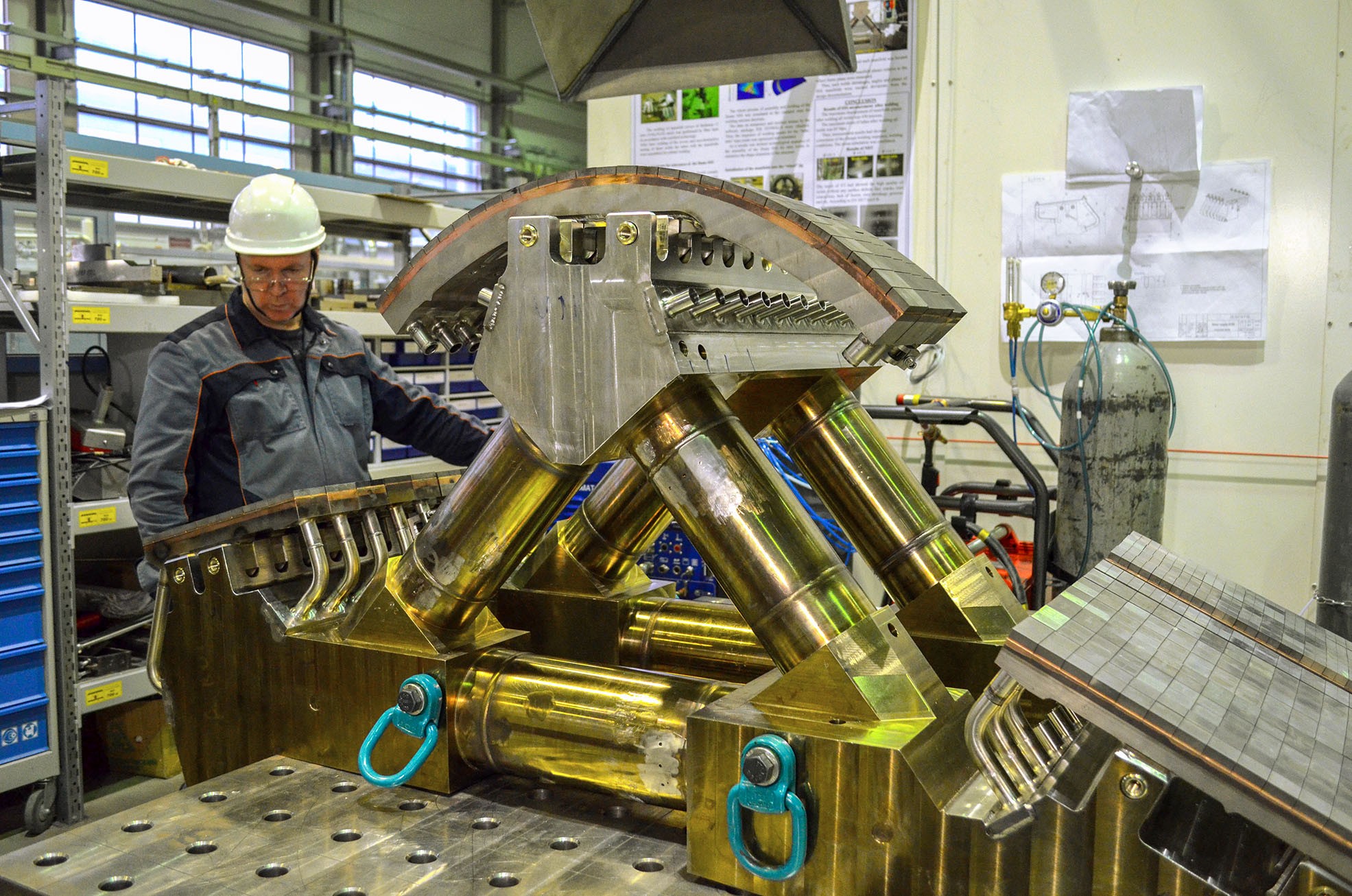
Und etwas früher - beim Schweißen der Öffnung, durch die das Wicklungspaket des supraleitenden Kabels in den Stromkörper der Spule eingeführt wurde.

Und noch ein Foto desselben Prozesses zum besseren Verständnis der Skala.

Und hier ist ein weiterer technischer Prozess - das Füllen der Innenseiten der Spule mit Epoxid, für das sie erwärmt und um 10 Grad gekippt werden muss.
Überraschenderweise wurden diese Magnete zu Beginn des Projekts als eine der wichtigsten technologischen Herausforderungen angesehen, die weitgehend den Zeitpunkt und die Kosten bestimmten. Die Branche hat diese Aufgabe jedoch hervorragend gemeistert. Unter anderem ist das russische VNIIKP zu beachten, das 22 Kilometer supraleitendes Kabel aus TVEL-Litzen herstellte, das sich jetzt in den fertigen Magneten befindet.
Neben toroidalen Magneten gibt es im Tokamak 4 weitere Typen: einen zentralen Magneten, poloidale, korrigierende und kammerinterne Warmmagnete zur vertikalen Stabilisierung und ELM-Unterdrückung. Aus Sicht des Montageplans sind die Poloidspulen PF6 und PF5 sowie ein Satz von 6 Bodenkorrekturmagneten die wichtigsten.
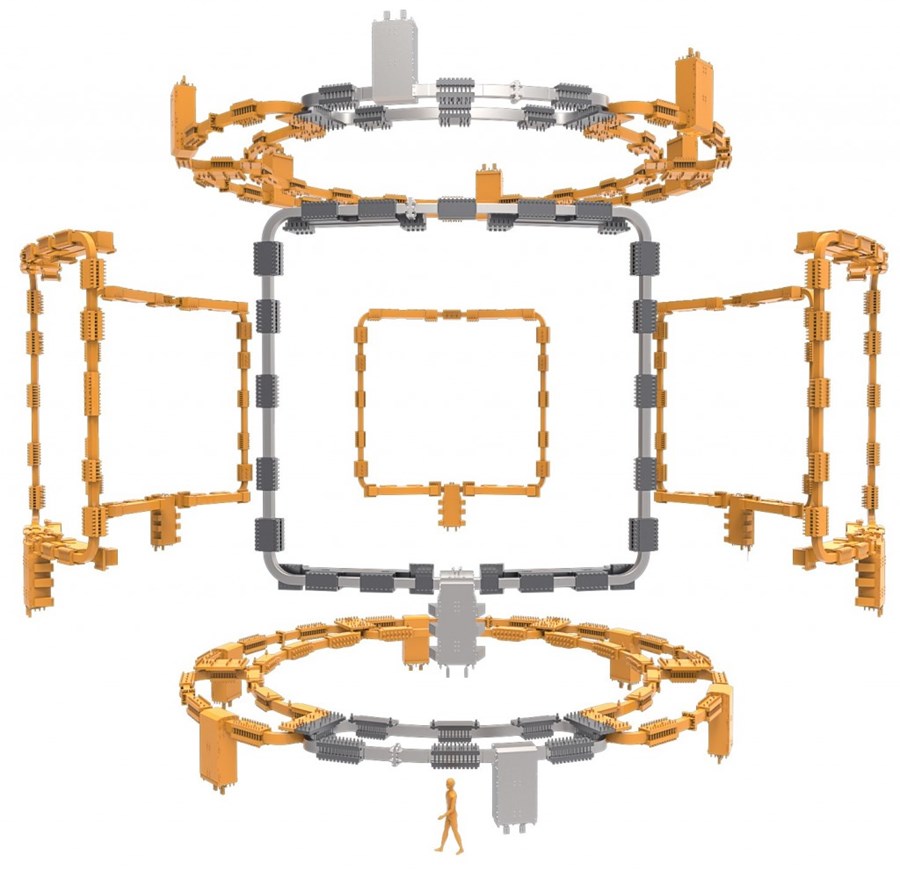
Die 18 Korrekturmagnete befinden sich in dieser Konfiguration. Diese "kleinen" Magnete mit 32 oder 40 Windungen eines supraleitenden Kabels mit einem Strom von 10 kA werden zur kontrollierten Feldkorrektur der Hauptmagnete benötigt.
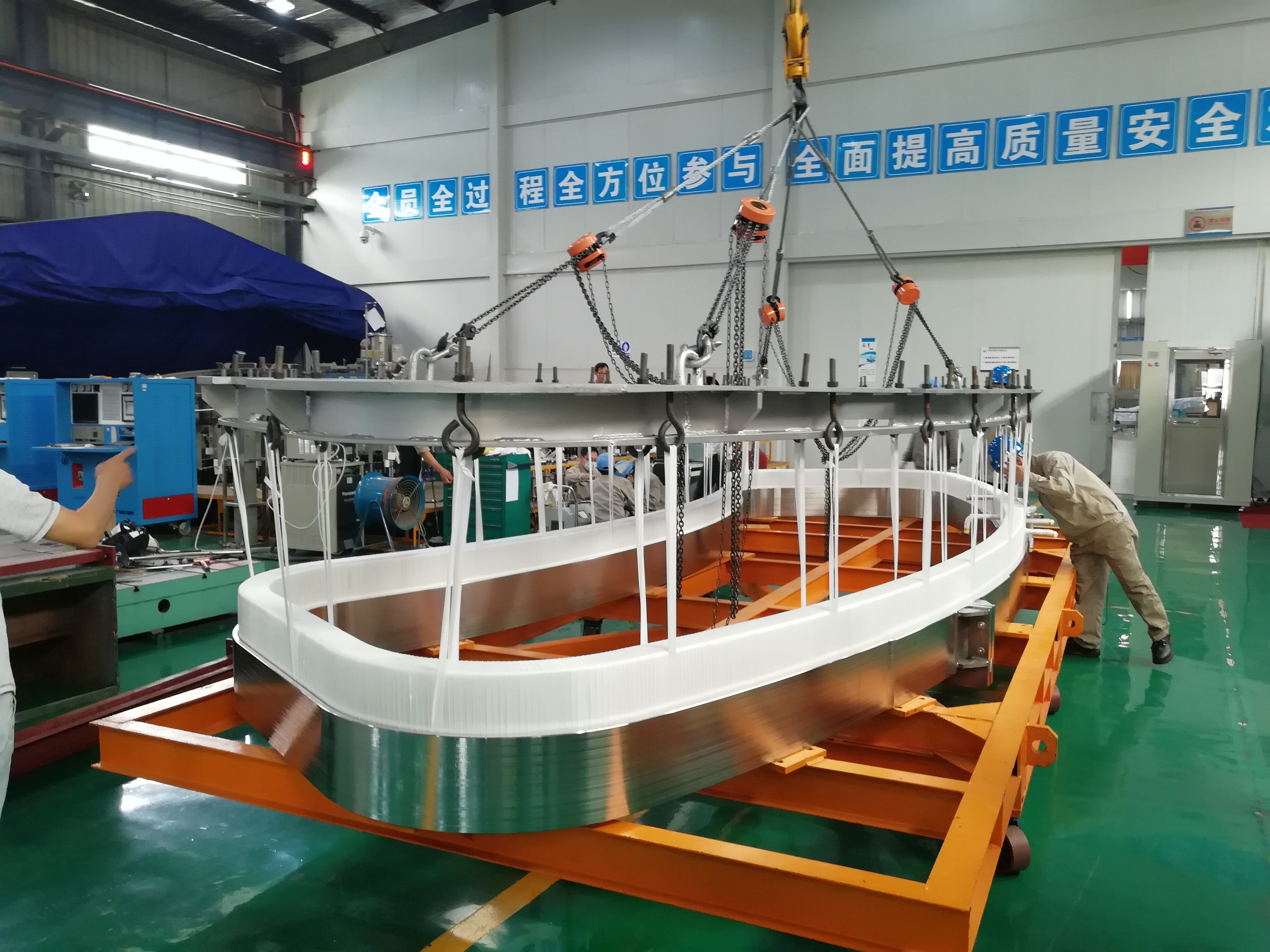
Der PF6 wurde bereits 2019 in China hergestellt, erreichte Kadarash jedoch erst im September, und ich vermute, die Pandemie war nur eine Ausrede und es handelte sich um einige abnehmbare Pfosten. Von Oktober bis Ende Dezember wurde ein Kalttest von PF6 durchgeführt, und schließlich ist die 400-Tonnen-Schönheit fast fertig, um im unteren Teil der Kryostatbasis installiert zu werden (von wo aus sie sich dann zu den Halterungen am Boden des „Donuts“ bewegt, wenn sie in der Mine zusammengebaut wird). Spule PF6. Durch Klicken auf das Bild können Sie das Bild in voller Größe öffnen und sich die Details ansehen - Schichten untereinander verbinden, Heliumkollektoren und Kabel von Temperatur- und Spannungssensoren kühlen

Eine weitere PF5-Spule mit einem Durchmesser von 17 Metern wurde unmittelbar am ITER-Standort hergestellt, zusammen mit den anderen 4 poloidalen, deren Abmessungen keinen Transport ermöglichen. Mitte Dezember wurde es auf einem Prüfstand installiert und in einigen Monaten können wir mit der Lieferung rechnen.

Die Situation mit supraleitenden Korrekturspulen ist merklich trauriger. Bereits im Jahr 2018 berichtete China, das für die Herstellung verantwortlich war, über den Abschluss der Herstellung des ersten Magneten und den Versand der ersten Magnete Ende 2019. Ende 2019 ging es darum, den Magneten zu testen und die ersten 4 Teile Anfang 2020 zu versenden. Die Lieferung ist jedoch noch nicht erfolgt passiert, auf jeden Fall wurde es nirgendwo öffentlich angekündigt. Leider können die Korrekturspulen nach dem Beginn der Montage der Vakuumkammer nicht installiert werden. Wenn die Chinesen den Montageplan nicht stören möchten, müssen sie sich mit diesem Element beeilen.
Der Vorgang des Einführens der supraleitenden Wicklung der unteren Korrekturspule in das Kraftstahlgehäuse, 2018.
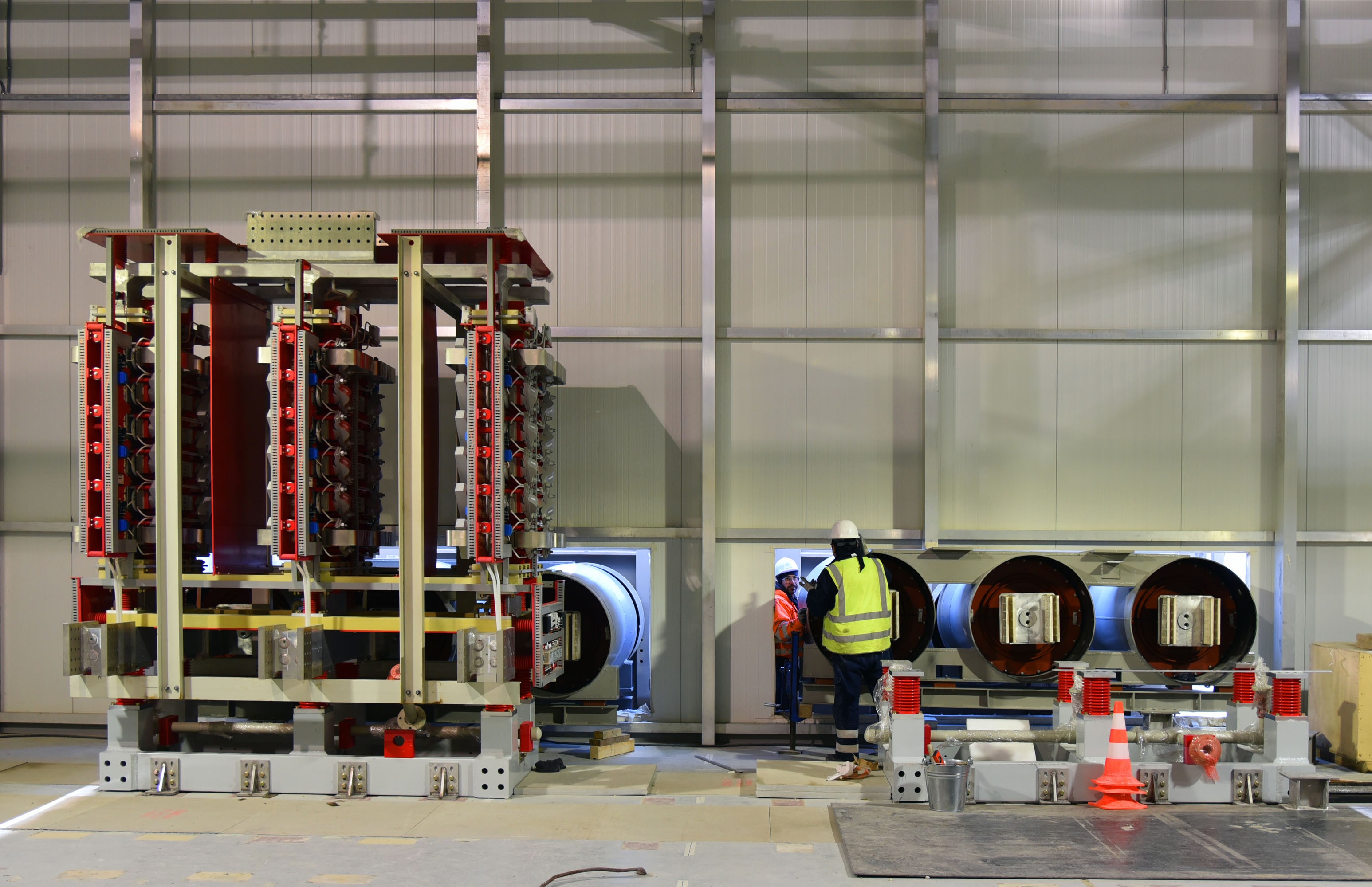
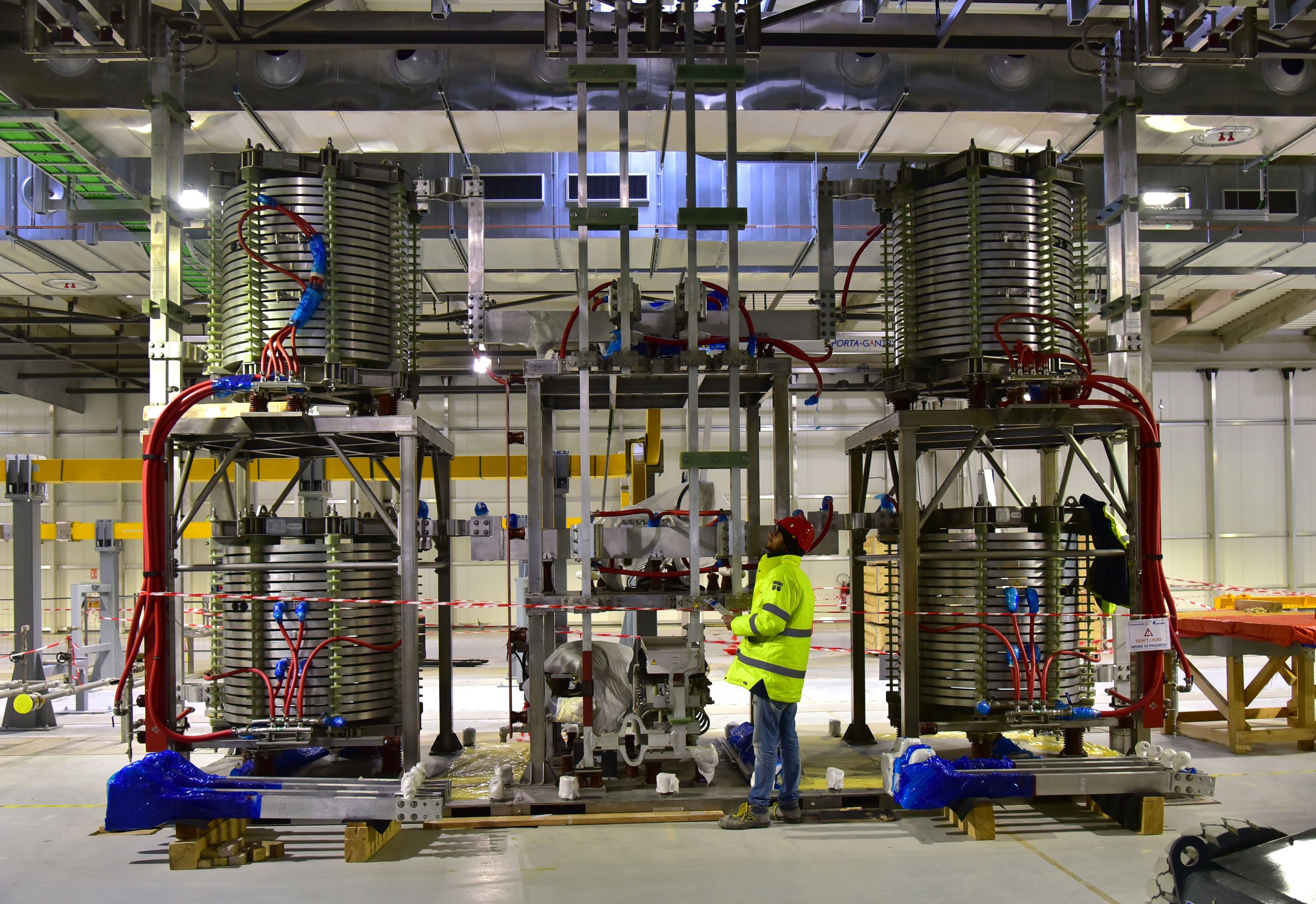
Im Jahr 2020 wurden die Elemente des Stromversorgungssystems für ITER-Magnete aktiv hergestellt und installiert. Ich möchte Sie daran erinnern, dass die Magnete zwar supraleitend sind und anscheinend nicht gespeist werden können, die Physik von Tokamaks jedoch eine Änderung (manchmal sehr stark) der Feldstärke und dementsprechend des Stroms während des Starts erfordert. In Anbetracht der physikalischen Abmessungen der Magnete und der darin gespeicherten Feldenergie ist die Leistung der Wandler, die den Strom steuern, enorm. Im Jahr 2020 kamen serielle Thyristor-Synchrongleichrichter mit einer Leistung von 10 bis 50 Megawatt, hergestellt in Südkorea und China, am Standort Cadarash an. Ein weiteres wichtiges Element, dessen Auslieferung im vergangenen Jahr begann, waren die russischen Schaltmodule: Die ersten 10 der 150 Geräte, die im November nach Frankreich gingen. Die Produktion und Lieferung von Aluminiumschienen für 20 Magnetzuleitungen wurde ebenfalls fortgesetzt.
(12- ) …
… , .

FMS ~50 . , — «» — «», ( )
Einige interessante Produktionsgeschichten beziehen sich auf den Stromkäfig des Magnetsystems. Die Kombination von 15 Megaampere Plasmastrom und Feldern von 6-13 Tesla erzeugt in Magneten völlig unterschiedliche Richtungskräfte von bis zu Zehntausenden Tonnen. Viele knifflige Mechaniken werden verwendet, um die Geometrie des Magnetsystems in einer Richtung flexibel und in der anderen starr zu halten.
Lassen Sie uns versuchen, hier auf die Details einzugehen und ein Gerät zu betrachten, das für das Vorspannen des Zentralmagneten verantwortlich ist. Sehr detaillierte Ansicht des Zentralmagneten mit all seinen mechanischen Strukturen. Und hier ist eines der Details der Struktur der CA. Aufmerksame Leser werden sagen, welche.


Der Zentralmagnet, dessen 6 Magnetmodule sich in verschiedenen Produktionsstadien befinden (insbesondere 1 ist bereits vollständig fertig), wird mit einer Kraft von 21.000 Tonnen in Längsrichtung gezogen.

Um die Zahlen auf den "Fußballfeldern" zu verstehen, benötigen Sie für eine solche Anstrengung nur zwei solcher Druckmaschinen.
Warum ist das notwendig? Tatsache ist, dass während des Startvorgangs in der CS der Strom schnell auf Null und auf stark negative Werte und in verschiedenen Modulen mit unterschiedlichen Geschwindigkeiten abfällt. Irgendwann fangen sie an, sich gegenseitig zu drücken, und um die Struktur zu stabilisieren, ist ein Vorspannsystem erforderlich.

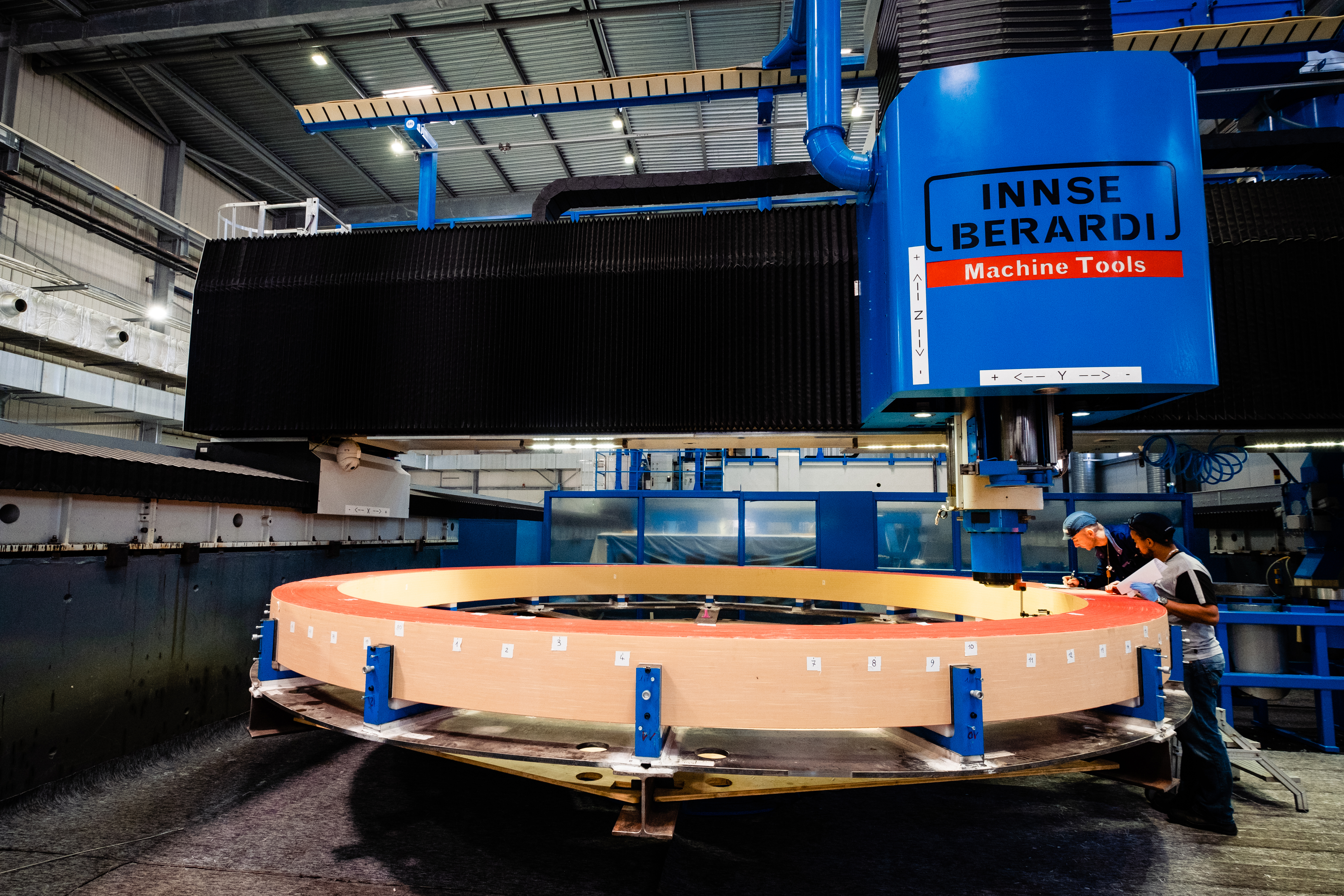
Ein fast fertiges CA-Modul zur Überprüfung der Geometrie. Das Gewicht dieses Produktes beträgt 109 Tonnen.
Hierzu werden Stahllängsplatten und spezielle Spannblöcke verwendet, 9 Sätze für die gesamte Mittelstruktur. Jeder Spannblock hat 5 Schrauben, die am oberen CA-Modul anliegen und den unteren Teil des CA an den Längsplatten ziehen, wodurch eine Kompression erzeugt wird.

Der obere Schlüsselblock liegt am blauen Element darunter an und zieht den unteren Teil des Solenoids durch die Verbindungsplatte zu sich hin.
Gehen wir nun von den abstrakten Zehntausenden Tonnen zu den spezifischen 467 Tonnen über, die jeder der Bolzen erzeugen muss. Ist es viel oder wenig? Durch Anziehen der Schraube mit einem Standardschlüssel können wir eine Axialkraft erzeugen, die etwa das 70- bis 80-fache der Kraft eines normalen Schlüssels und das 200- bis 400-fache eines gut verlängerten Schlüssels beträgt. In diesem Fall wäre es erforderlich, einen Kraftaufwand von 1,2 bis 1,5 Tonnen auf einen 9-Meter-Schlüssel anzuwenden. Da dies unrealistische Werte sind, kommt die Idee auf, hydraulische Spanner zu verwenden. Leider ist die Verwendung von ölgefüllten Werkzeugen auf den ITER-Magneten verboten, und es ist nicht genügend Platz für den Hydraulikkopf eines Standardwerkzeugs vorhanden. Daher werden heute zwei Optionen in Betracht gezogen - entweder ein speziell entwickelter hydraulischer Spanner mit Wasser oder spezielle Schrauben, die als Multi Jackbolt Tensioner bezeichnet werden. Dies sind sehr interessante mechanische Spanner,aktiv eingesetzt, wenn zu viel Spannung erforderlich ist.
Werbevideo mit MJT. Kurz gesagt, kleine Schrauben liegen an der Unterlegscheibe an und ziehen den Hauptschraubenkörper heraus.
Für den betrachteten Fall wäre ein MJT mit 24 Schraubeneinsätzen, einer Spannung von 20 Schritten und nur ~ 120.000 Vorgängen zum Festziehen der Schraubeneinsätze erforderlich, was 1,5 Monate Arbeit mehrerer Teams erfordern würde. So ist die Kleinigkeit.

Erfahrene MJT für ITER CS sind im Gerät installiert, um die erzeugte Spannung zu messen.
Sie können auch die kniffligen Stützen des CS beachten, auf denen es von unten an den Ringspulen befestigt ist, damit die radialen Bewegungen des TC die Achse des CS nicht verschieben. Dies wird auch durch einen Satz vorgespannter Glasfaserringe erleichtert, die den TC von unten und von oben erweitern. Diese Ringe wurden 2019-2020 in Frankreich hergestellt und werden bald in den Reaktorschacht eingeführt.

Einige Produktionsnachrichten bezogen sich auf die Einbauten der Vakuumkammer. Diese Geräte werden nicht in Kürze benötigt, aber dies ist einer der schwierigsten Teile des ITER - Hochvakuum, Strahlung, die stärksten thermischen Belastungen durch Plasma und komplexe Geometrie. Zu diesen Geräten gehört die "erste Wand" - aktiv gekühlte Paneele, die mit Beryllium ausgekleidet sind und direkt zum Plasma zeigen ...

Ein Prototyp eines von 440 Paneelen der ersten Wand
... Schutzblöcke, bei denen es sich um mit Wasser gefüllte ~ 5 Tonnen Stahlprodukte handelt, deren Aufgabe es ist, Neutronen- und teilweise Gammastrahlung aus einer thermonuklearen Reaktion zu absorbieren. Daran werden die Paneele der ersten Wand befestigt.
Die erste serielle koreanische Schutzeinheit (Korea ist für die Produktion von 220 Einheiten verantwortlich)
und schließlich der Divertor, ein Gerät, auf das das thermonukleare Plasma abfließt (wonach es abgekühlt und abgepumpt wird, wodurch die Reinigung des zirkulierenden Plasmas sichergestellt wird). Der Divertor wird in einer Vakuumkammer ~ 2030 installiert, aber bei der Herstellung seiner mit Wolfram ausgekleideten Hauptarbeitsflächen ist die Industrie bereits wach und versucht, die Tiefe der technologischen Kluft zu verstehen, in die sie hinabsteigen muss.

Europäisches Divertorelement
und russisches Divertorelement
Selbst aus dem „Reaktor“ -Teil des Projekts wurde 2020 der Kryostatdeckel fertiggestellt, der natürlich in seiner absurden Größe auffällt (denken Sie daran - sein Durchmesser beträgt 30 Meter). Unter den "externen" Systemen können wir die laufende Produktion von in Japan und Russland hergestellten Gyrotrons feststellen. Es ist natürlich erstaunlich, wie ungleichmäßig die Produktion von Komponenten in einem solchen Projekt ist. Die anspruchsvollsten High-Tech-Funkröhren, die 3 Unternehmen auf der Welt produzieren können, werden bereits mit einem Abstand zu den ursprünglichen Plänen hergestellt, und die „einfachen“ Halterungen für Ringmagnete liegen 2 Jahre hinter den Bedingungen zurück.


Japanische Gyrotrons langweilen sich beim Warten auf die Bearbeitung. Übrigens sind die uns zugewandten weißen Flansche der Mikrowellenstrahlungsausgang, und das Fenster darin besteht aus Diamant.
Indien lieferte weiterhin Kryolinsegmente, bei denen es sich um evakuierte Rohre mit einem anständigen Durchmesser handelt, in denen Rohre mit Flüssigkeiten und Gasen verlegt und Kryosiebe installiert werden.

Schweißen von Kryolinleitungen tief im Untergeschoss B1 des Tokamak-Gebäudes.
Zum Abschluss des Abschnitts „Produktion“ möchte ich noch einen Punkt zeigen, der wahrscheinlicher für die Installation ist, aber dennoch - die ITER-Strahlenschutztüren. Aufgrund der Tatsache, dass im "Donut" der Vakuumkammer bis zu 45 große Durchführungen angeordnet sind, ist der Reaktorschacht von 45 Anschlusskammern umgeben - Räumen, in denen sich die Fortsetzung der in diesen Anschluss eintretenden Ausrüstung befindet. Um die Biosicherheit in diesen Öffnungen durch Neutronen- und Gammastrahlung des Reaktors zu organisieren, deren Dosisleistung an der Reaktorwand ~ 100.000 Röntgen pro Stunde erreicht, werden Neutronenabschirmstopfen aus Borcarbid, Stahl und Wasser sowie Biosicherheit gegen Gammastrahlung in Form eines Betonstopfens organisiert. Um jedoch alles zu löschen, was an der Ausrüstung vorbeiging, und die umliegenden Gebäude zu schützen, wurde am Ende jeder Hafenkammer eine mit schwerem Beton gefüllte 100-Tonnen-Tür installiert.Insgesamt mussten 60 solcher Türen im Reaktorgebäude installiert werden, das im Herbst 2020 fertiggestellt wurde.

Forschung und Entwicklung
ITER als Ganzes erfordert und erfordert immer noch eine unglaubliche Menge an Arbeit von Wissenschaftlern, Forschern, Entwicklern und Ingenieuren - auch ohne Industriepartner übersteigen diese Kosten 10.000 Mannjahre. Es bleibt jedoch noch ein großer Teil übrig. Im Jahr 2020 wurde ein unterstützender F & E-Plan (120 Punkte) veröffentlicht , an dessen physischem Teil alle modernen Tokamaks der Welt sowie viele spezialisierte Installationen und Stände beteiligt sein werden. Der SPIDER-Ständer ist ein Niederdruck-HF-Gasionisator mit einem elektrostatischen System, das negative Ionen herauszieht. All dies ist hinter der Verflechtung von Kühlrohren, Kupfersammelschienen und anderen Stäben schwer zu erkennen.
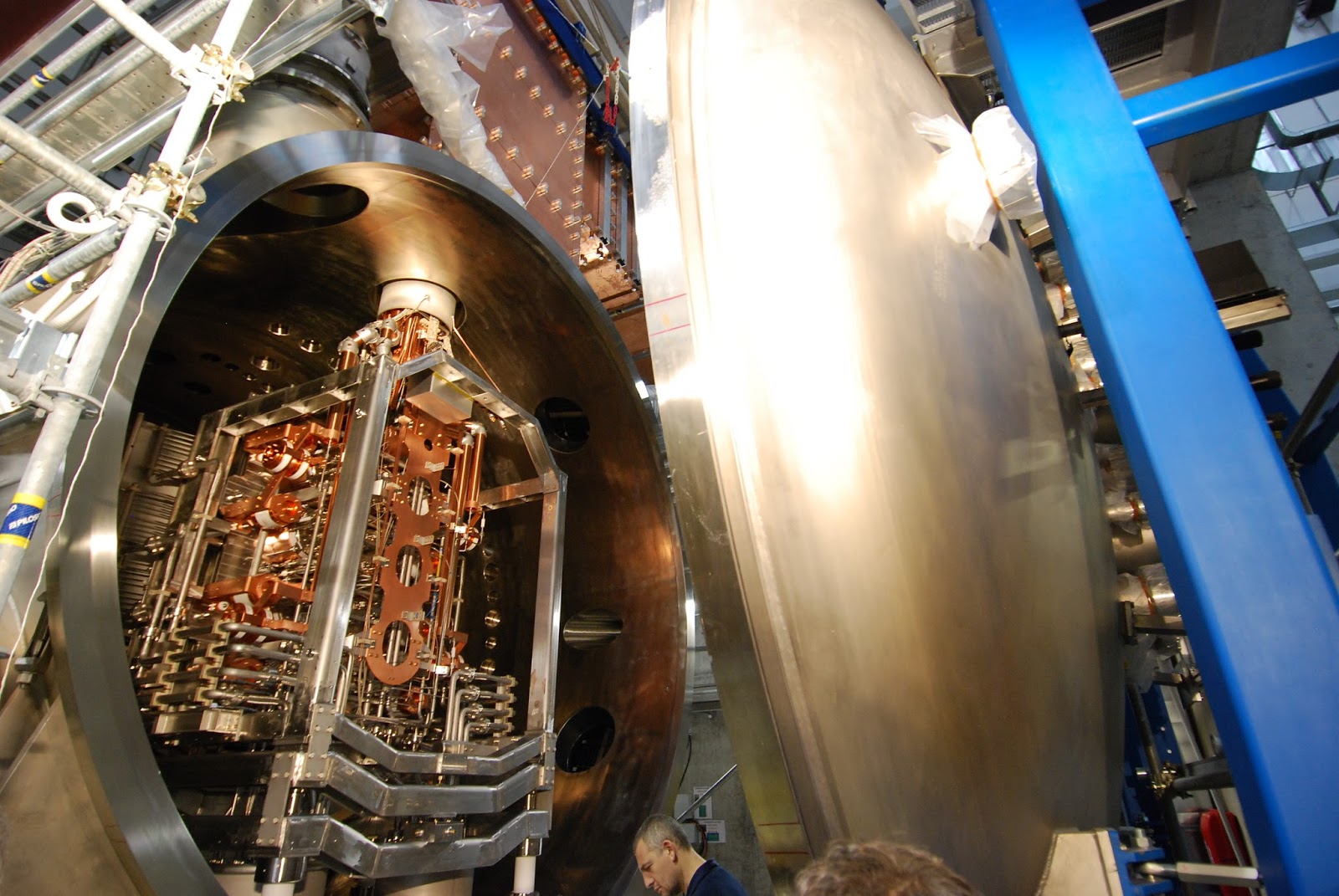
Der größte Block bleibt die Schaffung von neutralen Injektoren, für die in Deutschland ein großer ELISE-Stand geschaffen wurde, in Italien ein großes Labor mit zwei großen Anlagen SPIDER und MITICA gleichzeitig. Die wissenschaftliche Intensität und Komplexität dieses Systems ist möglicherweise die höchste im gesamten ITER, und trotz bereits 10-jähriger Entwicklungszeit wurden die erforderlichen spezifischen Indikatoren für den Ionenstrom und den Anteil der Elektronen in diesem Strom noch nicht erreicht.
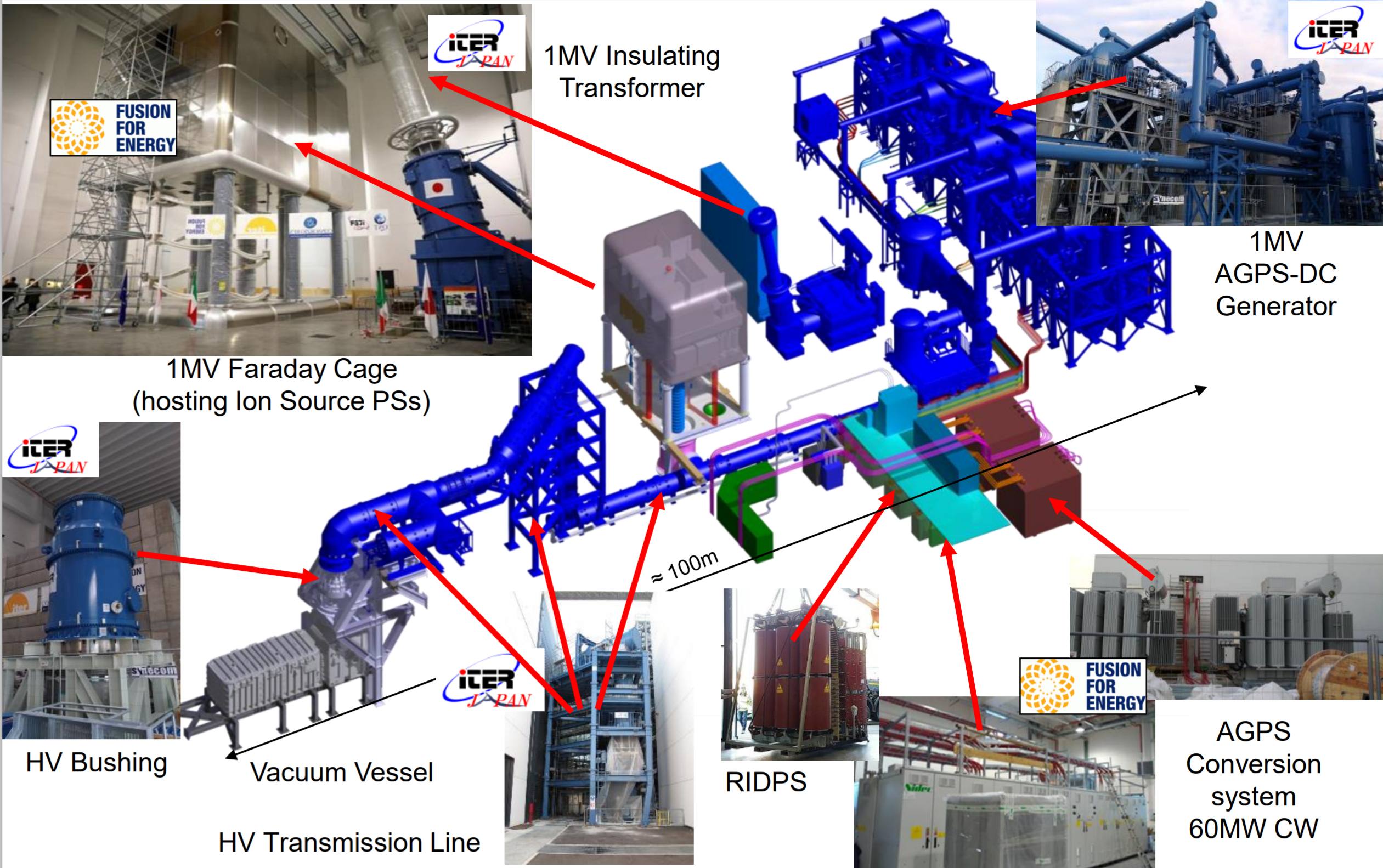
MITICA ist nicht nur ein Stand, es ist ein ganzer Komplex von Installationen .
Ein wichtiger Teil der Forschung ist die Unterdrückung von Plasmastörungen durch Gasinjektion und Schießen mit gefrorenen Eisstücken (Eisstücke mit einer Geschwindigkeit von 200-400 m / s transportieren am besten kalte Materie in die Mitte der Plasmasäule). Diese Studien werden am amerikanischen DIII-D-Tokamak und am koreanischen KSTAR durchgeführt.

Ein interessanter Scan der Wand des DIII-D-Tokamaks, in dem die Anschlüsse aller Diagnosesysteme, Heizungen usw. signiert sind.
Eine große Menge an F & E befasst sich mit ITER-Diagnosesystemen - d. H. seine wissenschaftlichen Instrumente. Um die allgemeinen Wörter nicht zu multiplizieren, schlage ich vor, einen Blick auf die Entwicklung russischer Diagnosesysteme zu werfen - zum Beispiel auf die ersten Spiegel eines Wasserstofflinien-Spektroskopie- Instruments oder einen Neutronenkollimator eines Analysators für neutrale Plasmapartikel. Sie können sich technische und scheinbar banalere Dinge ansehen, z. B. roboterkompatible Schrauben zum Befestigen der ersten Wand an Schutzblöcken, oder sehen, wie vakuumdichte Steckverbinder für ITER auf Wärmezyklen getestet werden.

Es ist anzumerken, dass Investitionen in Menschen und Technologien, die im Rahmen dieser groß angelegten Entwicklung eines thermonuklearen Reaktors getätigt werden, zweifellos positive Auswirkungen auf andere Bereiche haben werden, die nicht mit ITER zusammenhängen. Wissen, Technologie, technische Lösungen, Personalqualifikation - all diese Kosten können als Investitionen in eine Vielzahl von Branchen und Bereichen betrachtet werden.
Fazit
Ein weiteres Jahr brachte viele positive Veränderungen für das Projekt eines internationalen thermonuklearen Versuchsreaktors in Bezug auf die Installation von Systemen und Komponenten. Darüber hinaus begannen die ersten Funktionstests, die 2019 zaghaft begannen, zu expandieren und zu wachsen, und wir können die Bereitschaft der ersten großen Service-Systeme im Jahr 2021 erwarten. Wir kommen allmählich zu dem Punkt, an dem die in die Maschine eingebrachten Ideen, die Qualität der Ausführung und die Organisation des Projekts eine strenge Prüfung der Inbetriebnahme bestehen und er entscheidet, wer Recht hat - die Kritiker des Projekts oder seine Fans. Aber es scheint mir, dass die Erfolge von 2020 es uns ermöglichen, moderaten Optimismus in Bezug auf die Zukunft von ITER aufrechtzuerhalten.