Der heutige Beitrag ist dem Gerät zum Punktwiderstandsschweißen von 18650 Batterien und anderen gewidmet. Im Kurs werden wir ein solches Gerät zusammenbauen, die Grundprinzipien seiner Funktionsweise analysieren und die geschweißten Stellen unter einem Mikroskop detailliert untersuchen. Batterien werden heute hart sein. Es scheint ein Schweißgerät zu sein, das buchstäblich aus einem Transformator und einer Steuerung besteht. Was könnte hier schief gehen ?!

Stellen Sie sich vor, eines schönen Morgens ist Ihr Schraubenzieher gestorben. Das Anziehen von Schrauben mit einem Schraubendreher ist keine königliche Angelegenheit, daher müssen Sie das Problem lösen. Nickelakkumulatoren waren die Schuldigen, die vorzeitig nach Walhall gingen, um Wein zu trinken und mit Schwertern zu kämpfen. Sie wurden durch kompakte Hochstrom-Lithium-Ionen-Batterien ersetzt, deren Leistung ihren Vorgängern um ein Vielfaches überlegen ist.
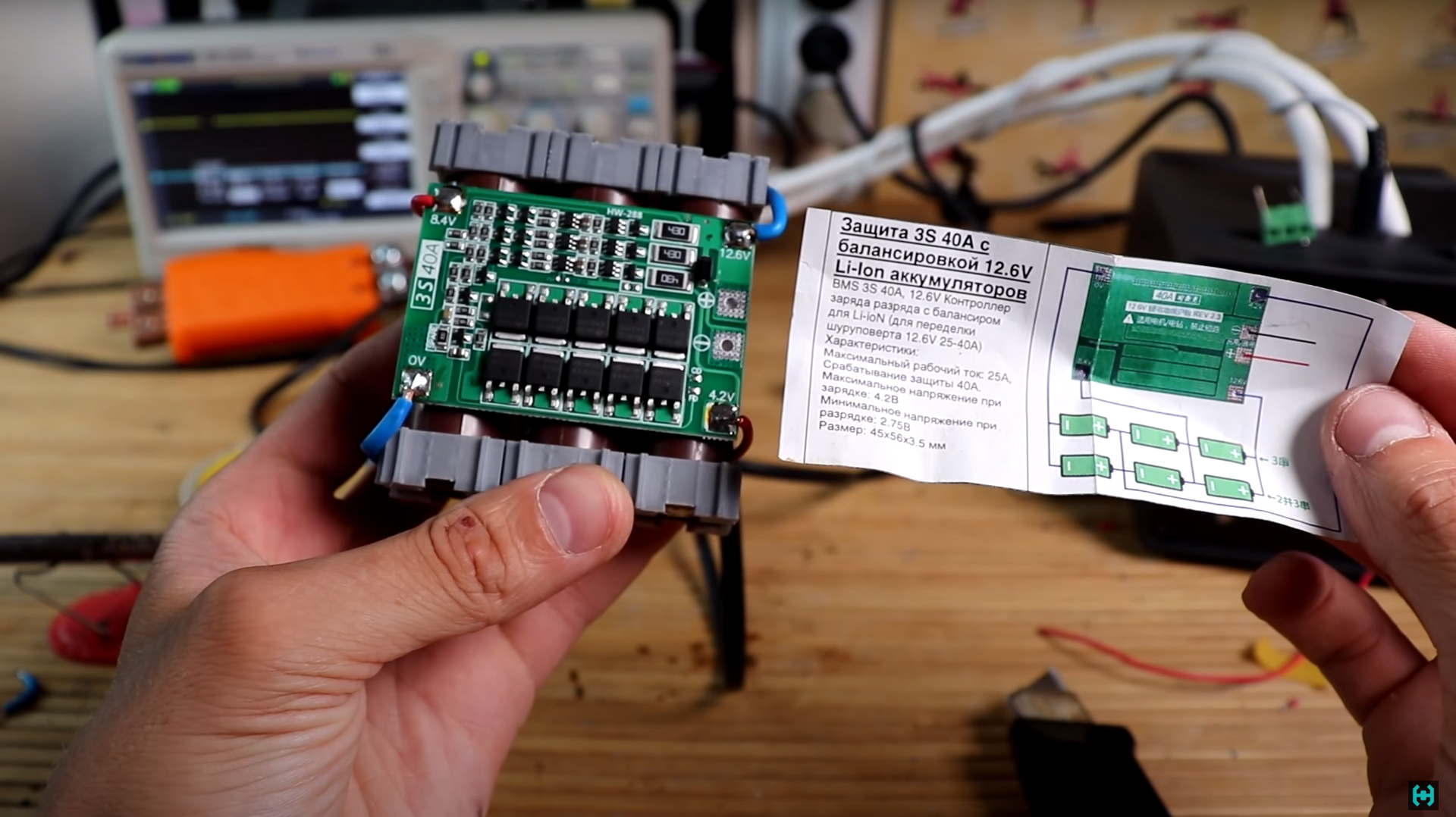
Entsprechend der Technologie werden solche Dosen durch Punktkontaktschweißen verbunden, wodurch das leitende Band mit dem Batteriekörper verschweißt wird. Es wird nicht empfohlen, hier einen Lötkolben zu verwenden, da die Innenteile der Batterie möglicherweise überhitzt sind und zu einem vorzeitigen Ausfall führen können. Wir installieren die sogenannte BMS-Platine mit einem Balancer an der Baugruppe und montieren den Schraubendreher. Jetzt arbeitet er wie neu. Vitya brachte
mich auf die Idee, ein Schweißgerät zu entwickeln .Eine Person, die buchstäblich alles repariert. Zum Umpacken von Batterien in verschiedene Geräte verwendet er lediglich eine Vorrichtung zum Punktwiderstandsschweißen. Die Verbindung hier ist so stark, dass sich das Band buchstäblich mit Innereien löst. Ich war beeindruckt von diesem Gerät und musste herausfinden, was und wie es funktioniert.
Tatsächlich stellte sich hier alles als recht einfach heraus.Das Herzstück des Geräts ist ein Mikrowellentransformator mit einer zurückgespulten Sekundärwicklung und eine Steuerung, die die Primärwicklung des TÜV für die erforderliche Zeit mit der Netzversorgungsspannung verbindet, um einen Schweißimpuls zu erzeugen. Wir brauchen auch eine Stromversorgung für den Controller, ein Paar Kupferkabelschuhe, eine 1,5 Quadratmeter. mm. und ein Gehäuse, in dem die gesamte Elektronik untergebracht wird. Ich hatte einen 700-W-TÜV mit einer abgeschnittenen Sekundärwicklung, die lange herumlag, nur gab es einen Grund, ihn irgendwo anzubringen.

Wir entfernen die magnetischen Shunts und reinigen sorgfältig die Löcher, in die der dicke Draht eingeführt wird. Wir achten besonders auf die Kanten, sie sind sehr scharf und können die Kabelisolierung leicht beschädigen.
Was das Kabel selbst betrifft, ist es besser, hier kein Geld zu sparen und diesen Kameraden hierher zu bringen.RCGM mit einem Querschnitt von 25 sq. mm. Hergestellt von Russland "Rybinskkabel". Dies ist ein kniffliger Litzendraht, der aus Silizium-organischem Kautschuk mit erhöhter Härte in einem mit Emaille oder hitzebeständigem Lack imprägnierten Glasfasergeflecht isoliert ist. Es ist sehr dünn und flexibel. Die Drahtisolierung ist gegenüber hohen Temperaturen absolut gleichgültig, die Flamme eines Feuerzeugs kann kaum zumindest ein wenig Schwelen verursachen. Die Länge der hitzebeständigen Schlange beträgt 2,2 Meter.
Schmieren Sie die inneren Löcher des Magnetkreises mit Vaseline.Wir führen das gleiche Verfahren mit dem Kabel durch. Trotz der Tatsache, dass das Kabel im Vergleich zu seinen billigeren Geschwistern ziemlich dünn ist, sollten Sie versuchen, 4-5 Windungen in den Transformator einzubauen. Aber hier ist das Pech. 700 W ILO ermöglicht nur 3 Umdrehungen. Kein Problem! Ein System von Hebeln und Schraubendrehern hilft. Im Allgemeinen wird bei einem so kleinen Transformator der Einfallsreichtum eingeschaltet und 4 Windungen gewickelt.

Kabelschuhe.Schön, Kupfer, 25 Quadrate. Entsprechend der Technologie müssen sie mit einer speziellen hydraulischen Presse gecrimpt werden. Das Löten wird hier wegen der möglichen Erwärmung des Drahtes im Verlauf weiterer Versuche nicht berücksichtigt. Das Crimpen des Drahtes erfolgt hier in einer 6-seitigen Matrix, die die Kupferhülse von allen Seiten gleichmäßig crimpt und eine qualitativ hochwertige Verbindung herstellt. Nach dem Crimpen können sich kleine Stollen an der Spitze bilden, die mit einer Feile entfernt werden müssen. Als Ergebnis erhalten wir schöne Crimpanschlüsse an den Enden des Drahtes.
Jetzt müssen sie mit den Kupferstangen am Widerstandsschweißgriff verbunden werden. Der Bolzen hat hier einen Durchmesser von 8 mm und eine Länge von 20 mm. Stellen Sie sicher, dass die Grover-Unterlegscheibe installiert ist. Sie bietet einen zuverlässigen Halt, wenn sich die Verbindungseinheit während des Betriebs löst.

Der einfachste Griff zum Widerstandsschweißen kann bei aliexpress bestellt werden. Aber ich mochte die fortgeschrittenere Version, die von einem Handwerker erstellt wurde. Er heißt Gennady Zbuker . Er selbst montiert Schweißgeräte und ergänzt sie mit Stiften, die er auf einem 3D-Drucker entwirft und druckt. Diese Konstruktion wird als "ZBU 5.1" Punktschweißelektrodenhalter mit Knopf und Federn bezeichnet. 3D-Modelle früherer Versionen solcher Stifte finden Sie auf der Thingiverse- Website . Der Autor hat dafür gesorgt, dass jeder auf Wunsch einen ähnlichen Elektrodenhalter mit eigenen Händen herstellen kann . Es verdient Respekt! Sie können auch Verbrauchsmaterialien auf seiner Website bestellen (keine Werbung, sondern eine Empfehlung).
Wie für den Griff zum Widerstandsschweißen.Es ist ganz gut gemacht. Das Gehäuse ist hier mit ABS-Kunststoff bedruckt. Die Version "5.1" verfügt über zwei Lüfter an Bord, die im Dauerbetrieb Kupfersammelschienen kühlen können. Sie werden über den Micro-USB-Anschluss mit 5 Volt versorgt. Verbrauchsstrom nicht mehr als 300 mA.
Aus der Praxis werde ich sagen, dass es mir während aller Experimente nicht gelungen ist, den Stift zu erhitzen.Die Elektroden sind hier federbelastet und haben einen "Endschalter" -Knopf, der bei einer bestimmten Klemmkraft ausgelöst wird und einen Befehl zum Schweißen gibt. Diese Kompression sorgt für einen guten elektrischen Kontakt mit den geschweißten Oberflächen, garantiert die Wiederholbarkeit der Schweißpunktqualität, verhindert die Bildung von Funken und das Durchbrennen der Batterie. Gerade wegen des Erhitzens und gleichzeitigen Zusammendrückens der Werkstücke wurde dieses Schweißverfahren als "elektrisches Schmieden" bezeichnet. Falls gewünscht, kann das Design der Elektroden am Griff für doppelseitiges Schweißen geändert werden.

Die Elektroden bestehen aus hitzebeständigem Chrombronze BrKhTsr.Da sich die Elektroden beim Schweißen schnell abnutzen, werden Anforderungen an die Beständigkeit gegen Formbeständigkeit beim Erhitzen auf 600 Grad und an Stoßdruckkräfte von bis zu 5 kg pro Quadratmillimeter gestellt. Während des Betriebs haften solche Elektroden nicht besonders und brennen nicht. Der Stromimpuls zum Schweißen von Batterien muss sehr kurz sein, da sonst die Gefahr besteht, dass ein Loch im Gehäuse verbrannt wird, was zum Ausfall des Gehäuses führt.
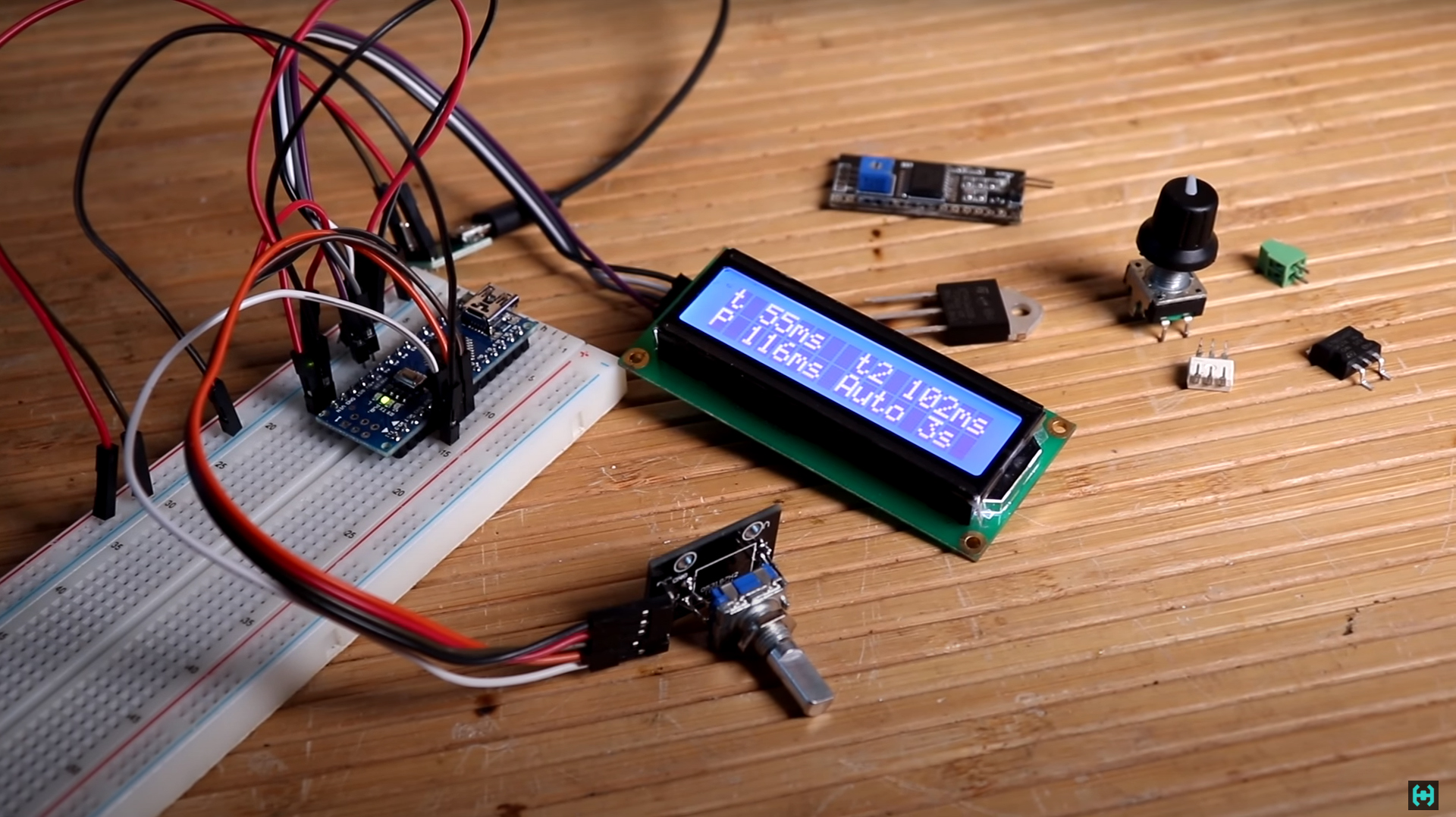
Die Aufgabe der Steuerung der Impulsbreite liegt bei einer relativ einfachen Steuerung, die von einem Ort aus übernommen wurde . Das Gerät wird auf der Basis von Arduino NANO zusammengebaut und verwendet eine Flüssigkristallanzeige, um nützliche Informationen anzuzeigen. Die Menüsteuerung erfolgt über einen Encoder. Grundlegend und einfach, dachte ich und begann, das Gerät aus den auf der Farm verfügbaren Modulen zusammenzubauen.
Die Funktionalität des Controllers ist ziemlich einfach. Es gibt zwei aufeinanderfolgende Impulse mit einer Pause dazwischen ab. Der erste Impuls heißt "additiv" und der zweite "Hauptimpuls". Es schweißt Metall miteinander. Alle Impulszeitvariablen sind vom Encoder einstellbar, einschließlich der Pause zwischen ihnen. Der Leistungstransformator wird von einem ziemlich leistungsstarken 40-A-Triac gesteuert und am Eingang der Primärwicklung installiert. BTA41-600 Kennzeichnung.
Zur Vereinfachung der Verwendung des Controllers können alle Module auf einer Platine platziert werden.Auf diese Weise können Sie nicht durch den Haufen von Drähten verwirrt werden, die vom Arduin kommen. Wir vergiften das Board und sehen, wie alles funktioniert. Das Licht blinkt und die Schaltung ist korrekt montiert. Heute verschwindet die Art der selbstgemachten Bretter allmählich, weil es rentabler ist, ihre Produktion in China zu bestellen . Der Preis hängt zwar von der Größe ab, aber das ist eine andere Frage.
Wir platzieren die Steuerungsmodule für das Widerstandsschweißen an den angegebenen Stellen.Sie haben wahrscheinlich bereits bemerkt, dass die Kontakte auf der Platine vergoldet sind. Es war interessant zu sehen, wie sie sich während des Lötprozesses zeigen werden. Die Besonderheit von vergoldeten Kontakten besteht darin, dass sie nicht für verschiedene Arten von Oxidation auf der Metalloberfläche anfällig sind, wodurch die Platten ziemlich lange gelagert werden können. Dies gilt für große Industrien. Das Lot verteilt sich auch über Kontakte wie Butter in einer Pfanne.
Nach dem Zusammenbau des Geräts müssen Sie eine Skizze auf die Arduina-Platine hochladen. Wir tun dies über das FL Prog-Programm mit nur wenigen Klicks. Das Programm wird in wenigen Sekunden in das Gehirn eingegossen und alle notwendigen Einstellungen für das weitere Schweißen werden auf dem Bildschirm angezeigt.

Jetzt machen wir ein schönes Bedienfeld.Dazu müssen Sie alle erforderlichen Fenster und zukünftigen Löcher in der Kunststoffplatte markieren. Wir schneiden die Fenster vorsichtig mit einem Bohrer aus und bohren die Löcher mit dem Schraubendreher, den wir zu Beginn repariert haben.
Wir platzieren im ILO-Gehäuse ein 12-Volt-Schaltnetzteil und schieben das Stromkabel hinein. Seine Länge beträgt eineinhalb Meter. Wir verteilen alle notwendigen Drähte an unsere Steckverbinder und im Prinzip alles. Mit aussortierter Elektronik.

Als Ergebnis aller Manipulationen haben wir eine ziemlich gute Steuerung für das Punktschweißen erhalten.Stromkabel werden durch Löcher in der oberen Abdeckung des Gehäuses herausgeführt. Es gibt auch einen Anschluss zum Anschließen der Taste "Endschalter". Alles ist ästhetisch ansprechend und einfach. Es scheint mir so. Alle Kanalteilnehmer wissen, dass nichts einfach passiert. Irgendwas muss schief gehen. Und das ist einer dieser Fälle! Es ist Zeit, das Gerät in Aktion zu testen.

Zum Schweißen nehmen wir eine alte Batterie und einen 0,15 mm dicken Nickelstreifen. Stellen Sie die Schweißzeit für jeden Impuls auf 20 ms ein. Dies entspricht einer Wechselspannungsperiode vom Netzwerk. Wenn es 50 Hz gibt, ist es ein Fünfzigstel. Als Ergebnis der Tests stellte sich heraus, dass das Band in den kürzesten Zeitintervallen nicht nur gekocht, sondern durchgebrannt wird. Jetzt ist es keine Batterie, sondern kontinuierliche Belüftung ...
Bei anderen Dosen erfolgte das Schweißen etwas anders, das Piercing war geringer, aber das Klebeband zwischen den Elektroden wurde rot erhitzt. Es war ziemlich neugierig. Darüber hinaus wurde bei einigen Batterien das Band so geschweißt, dass es praktisch nicht abgerissen werden konnte, während bei anderen bei gleicher Schweißzeit überhaupt keine Wirkung auftrat. Das Klebeband löste sich buchstäblich vom Gehäuse und hinterließ nur zwei Dellen auf dem Metall. Ein digitales Oszilloskop half, das Problem zu verstehen, das ein Signal für seine weitere Untersuchung aufzeichnen kann.

Der Grund für das Ausbrennen der Batterien war die Betriebszeit des Leistungstransformators, die nicht den festgelegten Werten entspricht.Das Problem hierbei ist eindeutig die Software, da die Entwicklerskizze wiederholt auf eine andere Arduinka hochgeladen wurde, dies jedoch kein Ergebnis ergab. Nach unseren eingestellten Parametern sollte das Signal am Optokoppler nun 10 und 60 ms betragen. Tatsächlich ist diese Zeit jedoch um ein Vielfaches länger, 80 und 125 ms. Diese Zeit reicht natürlich aus, um die Nickelplatte zwischen den Elektroden zu überhitzen und den Boden in einigen Batterien zu verbrennen.
Wenn unter Ihnen Programmierer sind, habe ich eine Anfrage, schauen Sie sich den Code an und beheben Sie den Fehler dort. Dies ist ein gutes Projekt in Bezug auf Einfachheit und Wiederholung, aber es endete mit einem Schwein im Sack. Wir haben versucht, den Dschungel dieses Codes zu verstehen, aber das maximale Wissen reichte aus, um das Bild beim Laden des Programms zu rendern. Im Allgemeinen bin ich in diesen Angelegenheiten distanziert, aber okay!
Sie müssen aus der Situation herauskommen.

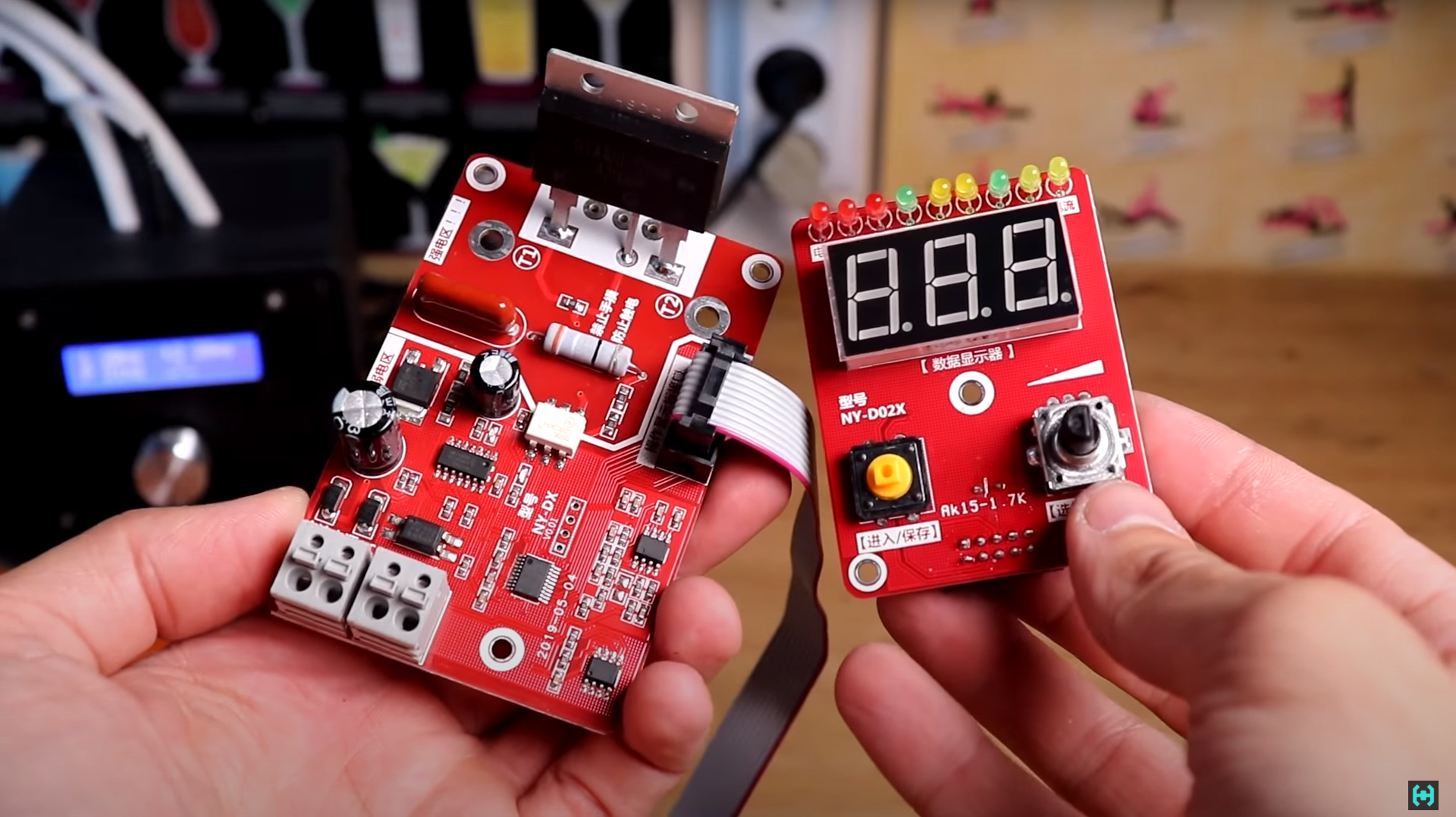
Es gibt fertige Punktschweißsteuerungen in China, bestellen und warten. Dies ist eine der fortschrittlichsten Board-Versionen. Modell NY-DO2X . Neben der Tatsache, dass es einen doppelten Impuls mit einer Pause gibt, ist es auch möglich, die Leistung anzupassen. Hier ist ein Triac BTA100 installiert, der für einen Strom von 100 Ampere ausgelegt ist. Die Betriebsspannung beträgt 1200 V.
Wir markieren und schneiden die Löcher für das neue Bedienfeld aus.Zu diesem Zeitpunkt haben wir es nicht eilig, etwas nicht schief zu schneiden. Wir sehen mehrere Anschlüsse auf der Platine. Die erste links wird mit einer Wechselspannung von 9 Volt versorgt. Die zweite ist mit einem Knopf vom Elektrodenhalter oder einem externen Pedal verbunden. Die zweite Option ist gut, wenn Sie einen Knopf ohne Knopf haben oder einfach nur gerne treten. Der Transformator für die Stromversorgung der Karte kann aus einem alten Netzteil eines Heimtelefons entnommen werden. Ein Strom von 300 mA reicht für Ihren Kopf.
Im Allgemeinen versuchen wir, das Band auf die Batterie zu kochen.Wir drücken den Griff, es gibt einen Impuls und was wir hier haben. Das Kochen fand nicht richtig statt und das Klebeband klebte an den Elektroden. Es fühlt sich an, als hätte ein 700-W-Transformator nicht genug Leistung, um ein Band bei kurzen Belichtungen zu schweißen. Keine Frage, ich ziehe mich an und gehe zum Radiomarkt, um leistungsstärkere Mikrowellen-ILOs zu kaufen.
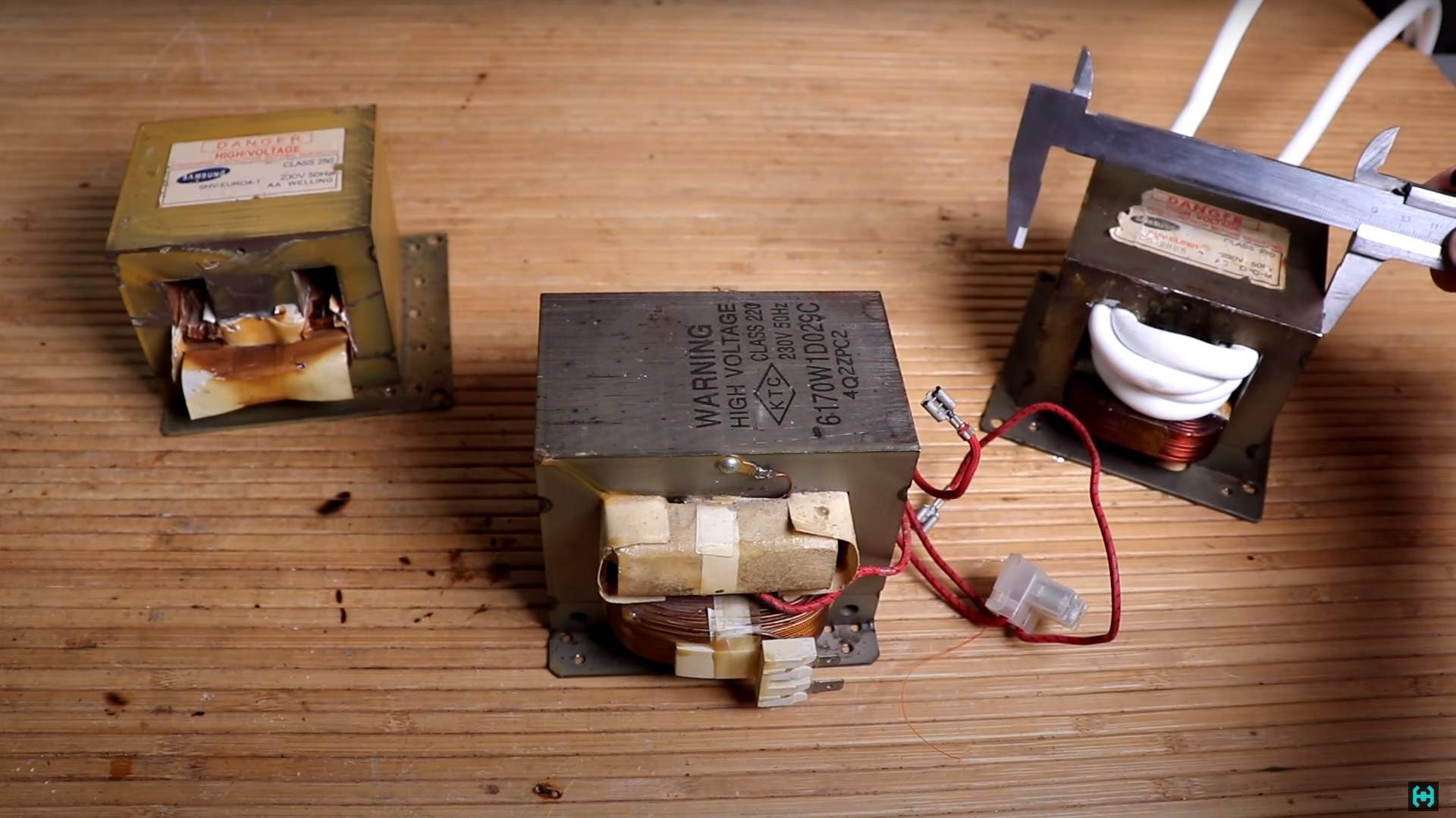
Von links nach rechts Transformatoren: 700 W, 800 W und 900 W. Je größer der Magnetkern ist, desto mehr Leistung. Hier sehen Sie, um wie viel die 900 W-Version größer ist als ihre Vorgängerin. Abmessungen: Länge 106 mm, Höhe 89 mm, Breite 66 mm.
Fortgeschrittenere Schweißer können mit sofMOTs aus Haushaltsmikrowellen hergestellt werden, aber erstens benötigen sie einen großen Koffer, zweitens ist dies Gewicht, und drittens kann nicht jeder mit einem so seltenen Artefakt umgehen. Lassen Sie uns Gott nicht verärgern und den vom Radiomarkt mitgebrachten Transformator unter das Messer legen. Am bequemsten ist es, die Sekundärwicklung mit einer Bügelsäge für Metall zu schneiden. Kupfer ist ziemlich weich und schneidet daher ziemlich schnell.
Wir schlagen den Draht mit einem Eisenstab aus dem Kern.Insgesamt dauert dieser Vorgang 20 Minuten. Wir werfen die Kupfergeflechte nicht weg, sondern vermieten sie für Schrott und kaufen Bier. Entfernen Sie unbedingt die Magnet-Shunts, die für den weichen Betrieb des Magnetrons installiert sind, und reinigen Sie die Kanten der Löcher im Magnetkreis wie oben gezeigt. Ein so großer Transformator kann problemlos 4 Windungen aufnehmen. Wenn Sie möchten, können Sie auch die 5. aufnehmen, aber ich habe Vaseline nicht übersetzt.) In Übereinstimmung mit einem leistungsstarken Triac löten wir die Primärwicklung der neu aufgewickelten IAO. Wir bereuen das Löten nicht und tun alles für uns.
Das Anschlussdiagramm ist nur elementar.Sogar ein Kind kann damit umgehen. Es ist Zeit, dieses "zweite" Schweißgerät zu probieren, das in einer Folie zusammengebaut ist. In einer der nächsten Ausgaben wird es ein dreifaches Fiasko geben, das mit einer dicken Schokoladenschicht übergossen wird. Ich habe weitere 600 Dollar geflogen und die Infrarotkamera eines anderen mitgenommen. Im Allgemeinen ist der Kanal ein teures Vergnügen. Nehmen Sie die Erfahrungen anderer Menschen und die Fehler anderer Menschen auf. Im Gegensatz zu mir musst du nicht dafür bezahlen. Alles ist kostenlos.

Eine Kurzanleitung zur Verwendung eines chinesischen Controllers. Halten Sie die rote Taste ca. 4 Sekunden lang gedrückt. Das Gerät wechselt in den Netzspannungskalibrierungsmodus. Sie muss gemäß den tatsächlichen Messwerten des in die Steckdose eingesetzten Multimeters eingestellt werden. Es ist nicht klar, warum diese Funktion benötigt wird, aber die eingestellten Zahlen ändern sich proportional zur Spannung im Netzwerk.
Was bedeuten die Glühbirnen über den Zahlen?Die erste LED zeigt das Vorhandensein von Strom an. Die zweite LED leuchtet, wenn die Taste am Griff gedrückt wird. Der dritte leuchtet nur auf, wenn ein Impuls vorliegt. Im Allgemeinen dienen die ersten drei roten LEDs nur zur Information. Das vierte grüne Licht ist der Betriebszeitzähler, der jeden Druck auf das Pedal oder den "Endschalter" im Schweißhaufen zusammenfasst. Der Zähler wird durch zweimaliges Drücken der roten Taste zurückgesetzt. Als nächstes ist eine orange LED. Der erste legt die Dauer des "ersten Impulses" fest. Es wird in Perioden ausgewählt. Stellen wir eine ein, die 20 ms entspricht. Die zweite LED stellt die Impulsleistung ein. Sagen wir 35 Prozent. Minimum 30 Maximum 99,9%. Die grüne LED zwischen den orangefarbenen definiert die Pause zwischen den Impulsen. Auch in Perioden. Lassen Sie uns 2 setzen. Die letzten beiden orangefarbenen LEDs bestimmen auch die Dauer und Leistung, aber bereits den "zweiten Impuls".Lassen Sie uns 2 Perioden setzen und die Leistung 100 Prozent drehen. Eigentlich ist das alles, jetzt können Sie in ein Klebeband stecken und sehen, wie das Schweißen abläuft, die Punkte studieren, die Modi auf der Steuerung auswählen und so weiter.

Kurze Eigenschaften der resultierenden Maschine zum Punktschweißen. Das Gewicht des fertigen Gerätes betrug 5,7 kg. Die Wechselspannung an der Sekundärwicklung des TÜV betrug 3,8 Volt. Der maximale Strom, der während des Schweißens aufgezeichnet wurde, zeigte 450 Ampere. Dies ist mit einem interessanten Effekt während des Betriebs der Vorrichtung verbunden. Das Magnetfeld an den Drähten ist so groß, dass sie 20 Zentimeter voneinander entfernt sind. Der Magnetkern zieht in der Nähe befindliches Metall ziemlich stark an, daher empfehle ich nicht, ein Eisengehäuse für das Gerät zu verwenden, da es beim Schweißen unangenehme Geräusche macht.
Wenn die Sekundärwicklung kurzgeschlossen ist, können sogar 700 W der IAO das Netz bis zu Werten über 4 kW belasten. Wie viel mehr weiß ich nicht, da der Wattmeter in die Verteidigung geht, wenn eine solche Last erreicht ist. Gleichzeitig geht der Sekundärwicklungsstrom für 600 A über der Messgrenze des Multimeters vom Maßstab ab. Am Eingang der Primärwicklung ist der maximale Strom auf 21 Ampere festgelegt, während die Spannung im Netzwerk von 230 auf 217 Volt abfällt.
Bei kontinuierlichem Betrieb erwärmt sich der Kern der IAO, in 4 Minuten erreicht seine Temperatur etwa 52 Grad. Und das im Leerlauf ohne Last. In der Praxis beginnt der Transformator mit steigender Temperatur stärker zu kochen, was zu einem Durchbrennen der Batterie führen kann. In diesem Fall ist es fair, den Transformator mit Lüftern zu blasen.

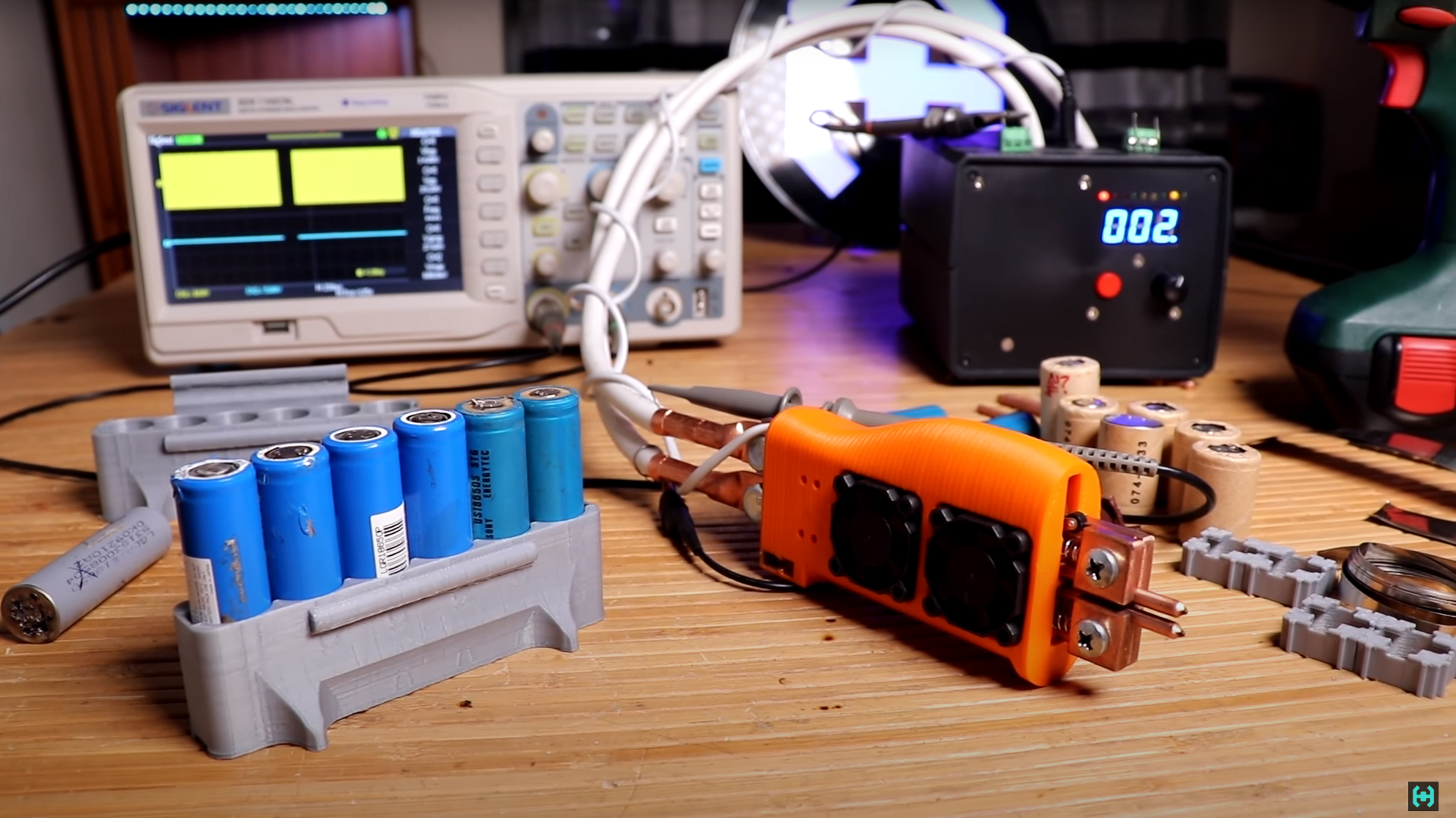
Wir wenden uns ausschließlich dem Schweißen zu.Lassen Sie uns zunächst sehen, wie das Signal auf dem Oszilloskop aussehen soll. Einstellungen: Der erste Impuls ist eine Periode von 30 Prozent, 2 Perioden ruhen, der zweite Impuls ist zwei Perioden, Strom für die gesamte Spule. Wir machen einen Schweißpunkt und zeichnen das Signal auf. Wir sehen, wie eine Sperrfrist mit einer Leistung von 30 Prozent aussieht. Danach kommt das Metall für zwei Ruheperioden, und dann gibt es einen starken Impuls mit einer Dauer von zwei Perioden und einer Kraft von hundert Prozent.
Durch die Überwachung des Phasenübergangs durch Null öffnet der Regler den Triac zu 100 Prozent nahezu bei einem Spannungsanstieg von Null. Es ist ersichtlich, dass die Spannung und der Strom mit einer leichten Verzögerung relativ zueinander verlaufen. Bei 50 Prozent öffnet der Regler den Triac nur zur Hälfte der Netzspannung. Diese Methode ähnelt der Pulsweitenmodulation. Dieser Modus wird in Dimmern - Dimmern verwendet. Die Glühhelligkeit einer Glühlampe hängt direkt von der Fläche der geschnittenen Sinuskurve ab. In unserem Fall ist dies für alle Arten von empfindlichen Schweißnähten erforderlich.

Jetzt ist unsere Aufgabe ziemlich einfach.Sie müssen das Punktschweißband an die Batterie schweißen. Aber hier stellen sich einige Fragen. Welches Band werden wir kochen und auf welche Batterie? Erinnern Sie sich an den Moment, als unser Schweißer mit einem 700-W-Transformator sich weigerte, das Nickelband zu schweißen? Die Situation ist identisch mit der neuen 900 W ILO.
Am Anfang konnte ich lange Zeit nicht verstehen, was der Grund war, aber es gab zwei wichtige Punkte. Die Hochstrombatterie hat im Gegensatz zur üblichen eine etwas dickere Gehäusewand. Vielleicht ist das Metall des Gehäuses anders. Unser Nickelband ist auch ziemlich knifflig. In der Summe all dieser Faktoren kann selbst ein starkes Schweißen nicht das gewünschte Ergebnis erzielen.
Die Lösung des Problems besteht darin, den Nickelstreifen in Stahl umzuwandeln.Es scheint auch oben vernickelt zu sein, aber im Folgenden werden wir es einfach Stahl nennen. Beim Schweißen an denselben Installationen wie zuvor wurde das Stahlband mit einem Knall geschweißt. Mit Zangen ohne Zerstörung abzureißen, funktioniert nicht. Die zusammengebauten Geräte erfüllten die zugewiesenen Aufgaben vollständig.

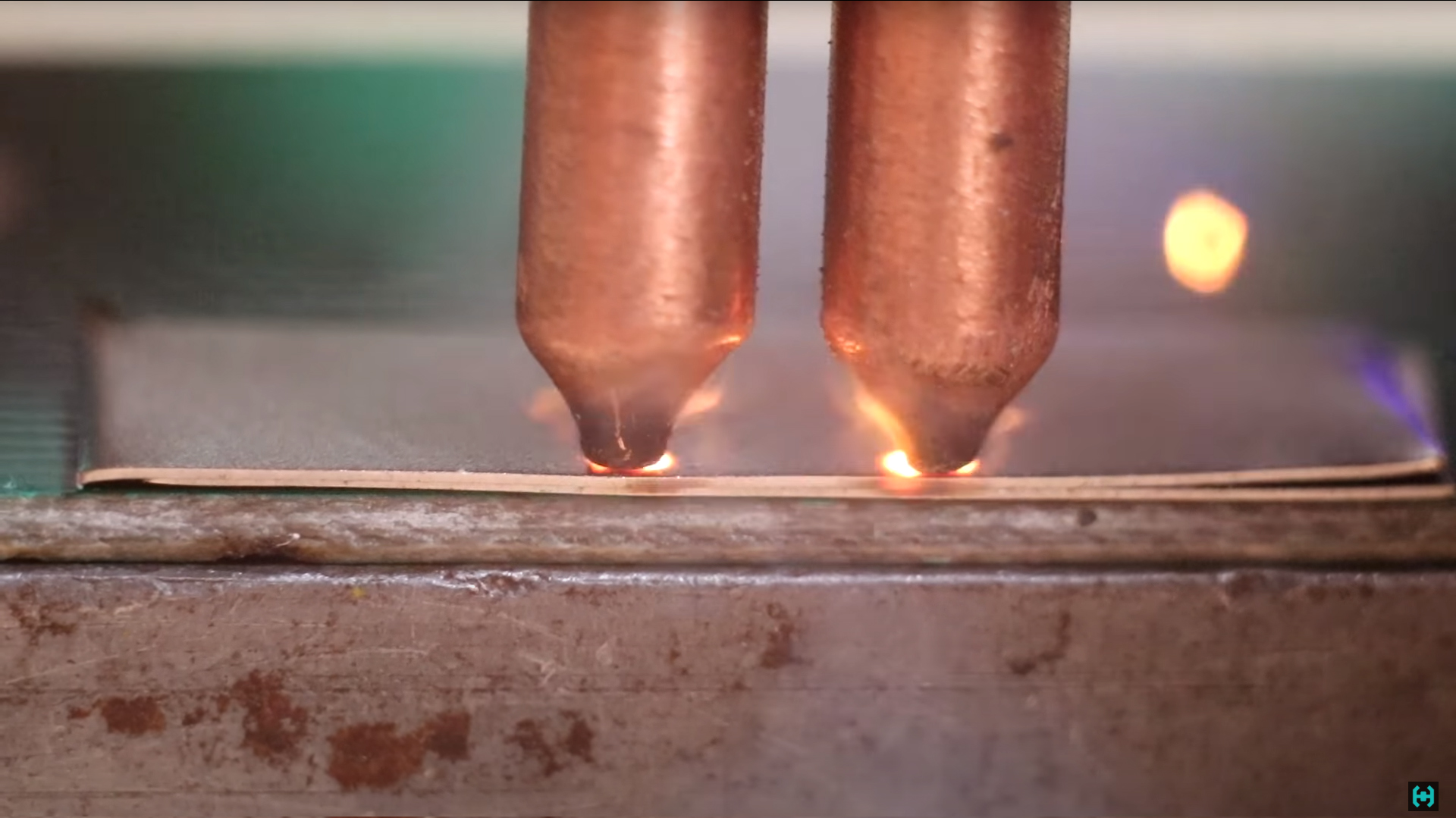
Betrachten wir nun die grundlegenden Anforderungen für das Punktschweißen. Die Dauer und Leistung der Impulse muss so gewählt werden, dass die geschweißten Stellen so wenig wie möglich überhitzen. Es erscheint in Anlauffarben um die Schweißpunkte. Dies ist nicht sehr gut, da das Metall an diesen Stellen teilweise ausbrennt, was zu einer Schwächung der Festigkeitseigenschaften der Verbindung führen kann. So sieht das ideale Schweißen aus. Es gibt keine Überhitzung, die Punkte sind weiß, das Klebeband löst sich mit Teilen vom Batteriegehäuse. Dies ist das Ergebnis, das wir erreichen müssen.
Unterwasserfelsen. Es gibt viele davon. Zunächst müssen Sie die Physik des Stromflusses in einem Metall verstehen. Das Metall an der Stelle des Kontakts mit den Elektroden stellt den größten Widerstand gegen den Strom dar und daher ist die Stelle sehr heiß. Unsere Aufgabe ist es, das Metall so stark zu erwärmen, dass ein sogenannter Schweißkern entsteht. Die Erwärmung sollte dabei nicht unter den Elektroden selbst erfolgen, sondern zwischen den Blechen. In diesem Fall müssen geschweißte Kerne so schnell wie möglich mit einem sehr starken und kurzen Impuls hergestellt werden. Wenn Sie den Schweißplatz langsam erwärmen, wird die Wärme in alle Richtungen durch die Batterie gestreut, ohne das gewünschte Ergebnis zu erzielen.

Elektroden sind im Allgemeinen eine separate Welt.Stellen Sie sich vor, Sie haben lange Zeit eine Baugruppe von 18650 Batterien gekocht und irgendwann beschlossen, sie zu schärfen. Die Enden kamen scharf, schön heraus. Aber an den ersten geschweißten Stellen haben wir eine verblichene Batterie, da die Elektroden wahrscheinlich in den Körper der Dose sinken. Einige dieser Batterien sind ein Vermögen wert, und es ist nicht hinnehmbar, eine davon zu beschädigen.
Was ist wirklich los? Tatsache ist, je schärfer die Elektrode ist, desto kleiner ist ihre Kontaktfläche mit dem Metall. Infolgedessen erwärmt sich der Ort bei gleichem Strom schneller. Der geschweißte Kern bildet sich so schnell, dass das gesamte Metall unter der Elektrode schmilzt.
Ein weiterer sehr wichtiger Punkt beim Schweißen ist, dass die Elektroden streng senkrecht zur Batterie gehalten werden.Sie sollten nicht schräg eintreten. Auf dem Kontakt kann sich eine kleine Abschrägung bilden, die früher oder später aufgrund des ungleichmäßigen Stromflusses durch die Elektroden zum Ausbrennen führt. Im gleichen Beispiel wird deutlich, warum der erste additive Impuls bei geringer Leistung benötigt wird.
Was beeinflusst der Abstand zwischen den Elektroden? Theoretisch ist es umso besser, je weiter sie voneinander entfernt sind. Auf dem oberen Nebenschlussrohling werden weniger Verluste verursacht. Aber wie die Praxis gezeigt hat, können Sie hier mit den Einstellungen spielen, und unabhängig von der Entfernung können Sie Schweißpunkte von guter Qualität erzielen. Hier spielt die Breite des Bandes, mit dem Sie arbeiten, eine große Rolle.
Im Allgemeinen ist die Einstellung der Impulsdauer und der Leistung alles.Ich konnte 0,2 mm schweißen. ein Band mit solchen Festigkeitseigenschaften, dass es sich zusammen mit Fragmenten des Batteriegehäuses löste. Alle Batterien im Film wurden entladen, wenn überhaupt.
Empfehlungen bei der Auswahl der Schweißeinstellungen. In diesem Fall gibt es viele Faktoren, die das Endergebnis beeinflussen. Beispiel: Sie haben einen Modus gefunden, der mit demselben Band und denselben Batterien gut funktioniert. Wenn Sie jedoch eines ändern, müssen möglicherweise auch die Einstellungen geändert werden. Stellen Sie sich jetzt vor, Sie haben ein paar bunte Batterien. Wie werden Sie kochen? Die Schweißleistung und -zeit müssen von niedrig nach hoch eingestellt werden. Wir haben einen Punkt gesetzt, das Band hat sich gelöst, es ist okay, wir erhöhen die Leistung und schauen zu. Jetzt löst sich das Band mit Innereien. Genau das, was benötigt wird. Verstehst du alles

Ich denke, es lohnt sich, noch einmal alle Faktoren aufzulisten, die das Endergebnis des Punktschweißens beeinflussen können.
Elektrische Verkabelung in der Wohnung. Speziell für den Film wurde ein Verlängerungskabel mit einem Querschnitt von 2,5 Quadraten hergestellt. Trotzdem gelang es dem schwachen 700-W-TÜV, das Netzwerk unter Last zu verschwenden.
Die Hauptschweißeigenschaften hängen von der Leistung des Transformators, dem Querschnitt des Stromkabels, seiner Länge, der Anzahl der Windungen und der Qualität der Verbindungsknoten mit dem manuellen Kontakt ab.
Eine wichtige Rolle spielen das Material der Elektroden, der Abstand zwischen ihnen, die Schärf- und Klemmkraft. Vieles wird durch das Material des Bandes für das Widerstandsschweißen, seine Dicke, Breite und Form bestimmt. Batterietyp und Wandstärke. Auch die Temperatur der IAO ist eine Überlegung wert.
Basierend auf all dem oben Gesagten werden in jedem Einzelfall die Einstellungen für den ersten und den zweiten Impuls auf der Steuerung ausgewählt, um die besten geschweißten Kerne mit den niedrigsten Anlauffarben zu erhalten.
Das zusammengebaute Gerät zum Widerstandsschweißen erwies sich als recht kompakt und vielseitig. Er wollte nur Batterien für einen Schraubenzieher und einen Lötkolben aus China schweißen, der eine 24-Volt-Stromversorgung benötigt. Bei Reparaturen fehlt häufig ein tragbares Werkzeug. ZellkonstruktorWir haben für 18650 Batterien auf einem 3D-Drucker gedruckt. Sie vereinfachen die Bildung von Baugruppen mit unterschiedlichen Spannungen und Kapazitäten, sodass Sie Elemente in beliebiger Reihenfolge hinzufügen können. Die Baugruppen sind durch spezielle Nuten miteinander verbunden. Jetzt wird es nicht schwierig sein, Ihren alten Roller selbst neu zu verpacken.
Als Referenz. Die Dreharbeiten zu dieser Episode dauerten etwas mehr als 2 Monate. Als ich mich mit diesem Thema befasste, konnte ich nicht einmal glauben, dass es so viele Nuancen geben würde. In Bezug auf die Kosten überschritt das Budget des Films die erwarteten Grenzen, da fast 2 Schweißgeräte Ersatzteile kaufen mussten. Insgesamt wurden 3 Meter Nickelband verbraucht und 2 gute Batterien beschädigt. Zwei Dutzend schlechte waren aufgebraucht.
Nun, alles, das Video wurde geäußert, jetzt kannst du trinken gehen und dich auf die nächste Veröffentlichung vorbereiten.
Wie Meister Yoda sagte: Auf
dich zu hören - alles ist so schwierig. Hörst du was ich gesagt habe?
- Du musst die Kraft spüren, sie ist überall zwischen dir, mir und dem Stein ...
- Ja ... nein
Vollständiges Video des Projekts im YouTube-
Archiv mit nützlichen Dingen
Unser Instagram