6 Jahre sind seit der Veröffentlichung der ersten und letzten Anmerkung zu diesem Projekt vergangen ( Eigener Zweitaktmotor. CR620zur Überprüfung empfohlen). Dann hörte ich wegen Problemen mit dem Outsourcing in der Metallbearbeitung auf. Manche können nicht, manche wollen nicht, manche tun es auf unbestimmte Zeit, manche wollen die Details nicht zurückgeben. Und die Stadt, in der ich lebe, hat eine glorreiche Industriegeschichte und war das Zentrum der Petrowsk-Industrie des 18. Jahrhunderts, aber jetzt gibt es eine Wurzel im Namen der Stadt und mehrerer operativer Unternehmen, die etwa einige Prozent der Bevölkerung aus der glorreichen Vergangenheit beschäftigen. Und jetzt sind es nicht die 90er und nicht einmal die 00er, als es möglich war, mit einer Person aus der Fabrik zu verhandeln, damit sie so etwas für Sie tun würde. Jetzt haben sie einen Job und einen Kontrollpunkt am Eingang, wie ich später erfuhr - nominal. Diese ganze Geschichte mit der Übertragung von Details, wo sie liegen und nicht gemacht, die Suche nach neuen Orten und dergleichen wanderte mehrere Jahre. Es stellte sich herausdass ich in der Lage war, einen komplexen Aluminiumguss in der Nähe des Schuppens in der elterlichen Datscha zu gießen, aber ich konnte nicht verarbeiten, was anfangs nicht als Problem aussah.

Gleichzeitig traf ich einen Meister aus der Universitätswerkstatt, der mir zunächst unter Aufsicht und dann selbständig erlaubte, an Maschinen zu arbeiten. Das einzige Schade ist, dass die Maschinen etwas größer als die Tischplatte waren und mein Casting keine Chance hatte, in sie hineinzukommen. Ich habe jedoch kleine Teile für den Verkauf hergestellt und Geld mit einer Drehmaschine auf industriellem Niveau verdient, obwohl diese in einer Fabrik mit zweifelhaftem Ruf in der ARSSR hergestellt wurde.

Auf dem Gelände, auf dem ich etwas unternehmen konnte, befand sich ein 3 x 3 m großes Stück einer Scheune in der Datscha meiner Eltern und eine Rohbaugarage. In einem gibt es keinen Platz in einem anderen Licht. Ich entschied, dass das Problem mit der Elektrizität einfacher war und stellte die Maschine in die Garage. Dort habe ich es gewaschen, aussortiert und studiert. Es scheint, dass in der gegenüberliegenden Genossenschaft Elektrizität durch die Büsche und eine 10 m entfernte Grundierung fließt. Ich kontaktierte den Vorsitzenden und bat ihn, alle Gebühren für das Recht zu zahlen, Strom von seiner Genossenschaft zu kaufen. Er war kategorisch dagegen. Feil. Ich habe auch die Nachbarn der Rentner nicht überzeugt. Feil. Es gab die Idee, mit Freunden eine Garage für die Lagerung und Reparatur von Kraftfahrzeugen zu mieten. Sie riefen die Anzeigen an, schauten nach und jedes Mal endete die Kommunikation mit dem Eigentümer der Räumlichkeiten nach der Frage der Installation der Maschine. Feil. Das Projekt wurde wie gewohnt auf das nächste Jahr verschoben.
Bis zum Ende des nächsten Sommers hatte ich meine Eltern anscheinend so sehr mit Müllgießereien auf dem Land müde gemacht (meiner Meinung nach haben sie die ländliche Landschaft gut verdünnt und das Gras nur wenige Meter von ihnen entfernt gemäht), dass sie beschlossen, mir eine Garage in der Nähe des Hauses und mit Strom zu kaufen , bereits mit drei Phasen entlang der Wand. Dort wurde die Drehmaschine endlich lebendig und ich konnte nach 2,5 Jahren Exposition mit der Bearbeitung des Zylindergusses beginnen.
Als ich das Gussteil schließlich verarbeitete, stieß ich auf ein anderes Problem: Ich traf eine Vereinbarung mit einer Person, die superharte galvanische Beschichtungen auf den Zylindern eines Verbrennungsmotors herstellt und den Zylinder speziell für die Beschichtung entwarf, und im Laufe der Zeit hatte die Person dies bereits eingestellt oder einfach nicht übernommen, während andere es taten Entweder haben sie es teuer gemacht, oder sie waren in den Antworten irgendwie sehr verdächtig verwirrt. Außerdem wurden die Spulenbohrungen vertikal ausgeführt, und beim Entwerfen konnte ich nicht wie ein Technologe denken, da ich keine eigene Produktionsbasis hatte. Ich konnte damit nicht umgehen und gab es zur Seite, wo der Zylinder sechs Monate lang hing. Also stand das Projekt auf, ich wollte es bis zum Sommer fertig stellen, es ist nie passiert und jetzt wieder. Es war notwendig, eine gusseiserne Hülse herzustellen, aber erst zu diesem Zeitpunkt hatten sich so viele neue Ideen angesammelt, dass ein 4 Jahre altes Projekt veraltet war und kein Wunsch bestand, es zu ziehen.Also hörte dieser Zweig für immer auf.

Im Winter wurde eine neue Version des Zylinders vorbereitet. Von diesem Moment an kann die Chronologie des Projekts gezählt werden. Seine Besonderheit ist die Fülle an "Mechanisierung" - zwei Ventile in den Auslasskanälen und Spulen in den Spülkanälen.
Beginnen wir mit einer kleinen Theorie über Leistungsventile in Zweitakt-Verbrennungsmotoren.
Einführung
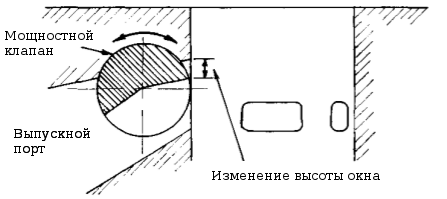
Bisher werden Zweitaktmotoren mit Kurbelkammerblasen verwendet, um den Abschnitt und / oder die Phase der Auslassöffnung zu steuern. Diese Systeme bieten eine glatte Leistungskurve. Das Ändern der Phase oder des Querschnitts der Auslassöffnung erfolgt über eine Klappe im Auslasskanal. Seine Position hängt von der Drehzahl der Kurbelwelle ab. Der Dämpferantrieb kann pneumatisch, mechanisch oder elektrisch sein. Beispielsweise beträgt bei einem Yamaha TZ500-Motorradmotor bei hohen Drehzahlen, etwa 10500 min-1, die Abgasphase 202 Grad und bei niedrigen Drehzahlen etwa 180 Grad. Die Abbildung zeigt das Design des Yamaha-Leistungsventils.
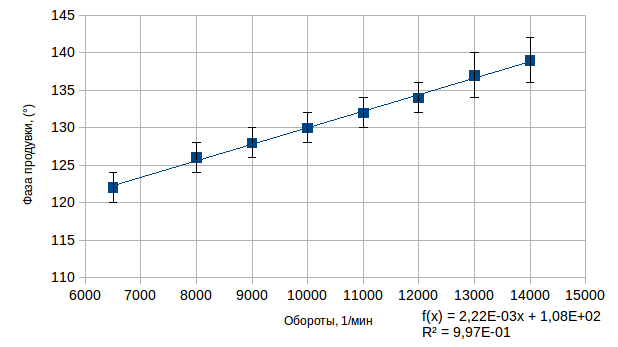
Was den Auslass betrifft, so besteht für die Spülung auch eine Abhängigkeit der optimalen Spülphase von der Drehzahl aufgrund des Kompromisses zwischen der Gasgeschwindigkeit im Spülstrom, dem Verlust des frischen Gemisches durch den Auslass und dem Volumen des während des Spülens zugeführten frischen Gemisches. Diese Abhängigkeit ist linear, wie aus der folgenden Grafik ersichtlich ist.
Im Gegensatz zur Auslassöffnung sind die Spülkanäle auch durch die Austrittswinkel gekennzeichnet: horizontal und vertikal. Im Fall eines fünfkanaligen Abblasens werden normalerweise vier ungleich Null und unterschiedliche horizontale Winkel und fünf (zwei für 1-4 Kanäle und einer für 5) vertikale Winkel erhalten.
Horizontale Winkel der Spülöffnungen: A, B, C, D.

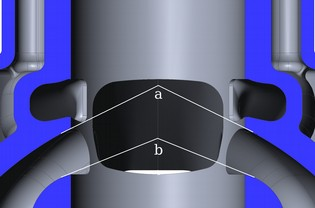
Vertikale Winkel der Hauptspülkanäle
Diese Winkel sind erforderlich, um eine charakteristische Spülschleife zu erhalten. Diese Methode des Blasens wird als Schleifenblasen bezeichnet und bietet die effizienteste Entfernung von Abgasen, ohne die Anzahl der beweglichen Teile des Motors zu erhöhen und dessen Konstruktion zu erschweren. Daher wird derzeit nur es für alle Zweitaktmotoren verwendet, mit Ausnahme von Zweitaktdieselmotoren. Aufgrund der Bedeutung der Auslasswinkel der Spülkanäle können die zur Steuerung des Auslasses verwendeten Methoden nicht angewendet werden. Weil sie entweder unerwünschte Turbulenzen im Spülkanal erzeugen oder dessen Austrittswinkel ändern.
Autoren [A. Graham Bell. Zweitakt-Leistungsoptimierung. Haynes Publishing, 1999.] behaupten, dass während des Spülens Eigenfrequenzschwingungen auftreten.::
Wo:
- Schallgeschwindigkeit im Spülkanal;
- das Volumen der Kurbelkammer ohne Berücksichtigung des Volumens der Spülkanäle;
- durchschnittliche Länge des Spülkanals;
- die durchschnittliche Querschnittsfläche des Spülkanals;
- Breite des mittleren Querschnitts des Kanals;
Ist die Höhe des mittleren Querschnitts des Kanals.
Ausdruckist eine Korrektur, die den Einfluss des Einlasses des Spülkanals berücksichtigt.
Diese Eigenfrequenz,sollte gleich sein:
Wo:
- die Reinheit der Motorkurbelwellenumdrehungen;
- Spülphase.
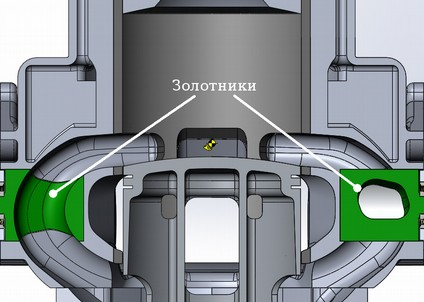
Aus Ausdruck (2) folgt somit, dass die Eigenfrequenz von Schwingungen, die während des Spülens auftreten, direkt proportional zur Motordrehzahl ist, die rechte Seite von Ausdruck (1) jedoch nicht von der Kurbelwellendrehzahl abhängt. Daher funktioniert die Spülung nur in einem engen Umdrehungsbereich optimal, und um den Betriebsbereich zu erweitern, muss die Abhängigkeit von den Umdrehungen auf der rechten Seite des Ausdrucks hinzugefügt werden (1). Der einfachste Weg, dies zu tun, besteht darin, die Abhängigkeit der durchschnittlichen Querschnittsfläche des Spülkanals von den Umdrehungen einzuführen. Um keine unerwünschten Wirbel in den Gasstrom im Spülkanal einzuführen, ist es wünschenswert, den Querschnitt der Spülkanäle durch Ändern ihrer Anzahl zu ändern. Verwenden Sie beispielsweise Spools, die einige der Löschkanäle blockieren. Im Rahmen dieses Projekts wird vorgeschlagen, die zusätzlichen Spülkanäle mit Spulen zu blockieren.
: ,
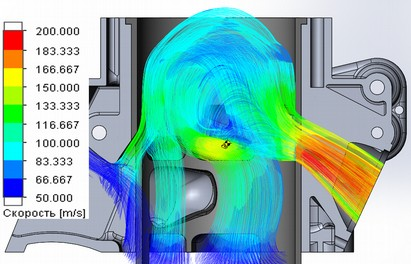
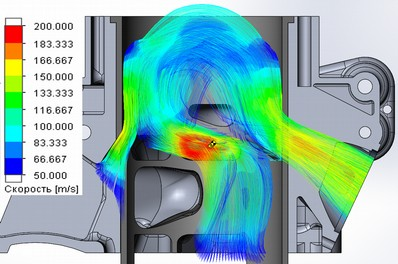
Die Auswirkungen dieser Lösung wurden mithilfe einer Computersimulation des Abblasens im SolidWorks Flow Simulation-Softwarepaket untersucht. Die Spülung erfolgt bei einer konstanten Druckdifferenz zwischen dem Einlass zu den Spülkanälen und dem Auslass aus dem Auslasskanal. Der Kolben wurde als stationär und am unteren Totpunkt angesehen. Die Einlass- und Auslassprozesse wurden nicht berücksichtigt. Die Druckdifferenz wurde aus der Volumendifferenz unter dem Kolben am unteren und oberen Totpunkt ausgewählt und betrug 0,6 kg / cm². Aufgrund der obigen Annahmen können die Berechnungsergebnisse in dieser stationären Näherung ohne quantitative Bewertung als qualitativ angesehen werden. Da es beispielsweise unmöglich ist, die Abgas- und Spülprozesse zeitlich oder räumlich zu trennen. Dies ist die Hauptschwierigkeit für die Computersimulation von Zweitaktmotoren mit Kurbelkammerblasen.
Die Abbildungen zeigen, dass das Schließen der Spulen die Verteilung der Durchflussraten und die Art des Spülkreislaufs erheblich beeinflusst: Wenn die zusätzlichen Kanäle geschlossen sind (Dreikanalmodus), steigt die Gasgeschwindigkeit während des Spülvorgangs an und der Spülkreislauf wird ausgeprägter und vom Auslassfenster entfernt, was den Verlust an frischem Gemisch verringern sollte Durch die Auslassöffnung und Reduzierung des Restgasverhältnisses zeigt gleichzeitig eine hohe Durchflussrate am Auslass der Spülkanäle während der dreikanaligen Spülung das Vorhandensein eines Engpasses an, der den Gasfluss durch den Motor und damit die Leistung bei hohen Drehzahlen begrenzt. Im Fall eines Fünfkanalmodus sollte das Mischen von Gasen größer sein, was bedeutet, dass der Koeffizient der Restgase zunimmt, gleichzeitig jedoch eine niedrigere Geschwindigkeit beobachtet wird und der Abgaskanal zu einem "Engpass" wird.Dies reduziert den Verlust an frischer Mischung.
2000 ( )
2000 ( )
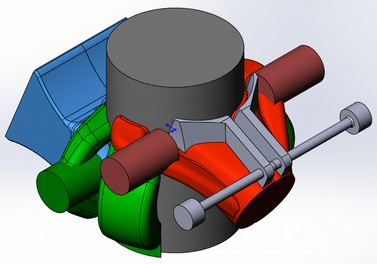
Zusätzlich zu den Spulen in den Spülkanälen ist geplant, ein Leistungsventil (MC) im Auslasskanal zu installieren, um die gemeinsame Funktion beider Systeme zu überprüfen. Das Ventil in Form einer Sektorschieber ist am besten für den MK-Antrieb geeignet. Dies liegt an der Tatsache, dass die Kante der Klappe eines solchen Leistungsventils im gesamten Bereich des Arbeitshubs so nahe wie möglich an der Arbeitsfläche des Zylinders liegt (dh bei einem kleinen Drehwinkel liegt die Bewegungsbahn zum Punkt am Rand des Ventils nahe an einer geraden Linie) und nicht nur in der unteren Position, wie in im Fall einer zylindrischen Spule oder eines geneigten Tors. Darüber hinaus erzeugt eine solche Dämpferkonstruktion keine starken Wirbel hinter sich, da sich ein Gate-Dämpfer parallel zur Zylinderachse bewegt.
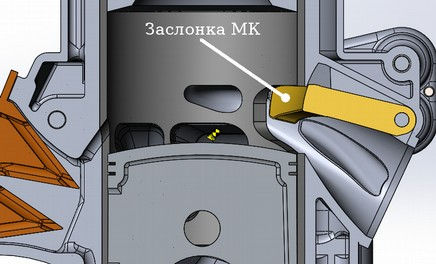
Leistungsventilklappe (MK) im abgesenkten Zustand
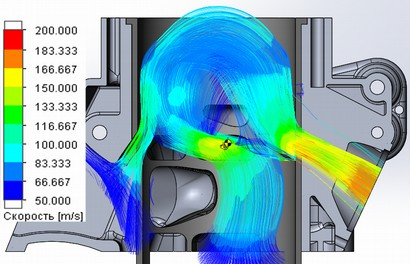
Mit geschlossenen Spulen in zusätzlichen Spülkanälen und abgesenktem MK-Dämpfer spülen
Modellentwicklung
Basierend auf den Informationen (Tabelle), die während der Untersuchung der Zylinder der Motorräder Kawasaki KX500, Honda CR500, Yamaha YZ490 und CZ 514 erhalten wurden, wurden die Spül- und Abgasphasen bei einem vollständig geschlossenen Leistungsventil auf 125 ° bzw. 186 ° gewählt, wobei die Abgasphase auf 156 ° reduziert wird. Die Anzahl der Spülkanäle wurde zu fünf und der Auslass von zwei Hauptfenstern und zwei zusätzlichen Anschlüssen gewählt. Am Einlass wurde ein Blütenblattventil installiert.
| Kolbenhub, mm | Pleuellänge, mm | Auslasshöhe, mm | Fensterhöhe spülen, mm | Freisetzungsphase, Grad | Spülphase, Grad | |
|---|---|---|---|---|---|---|
| Honda cr500 | 79 | 144 | 34 | 15.5 | 180.1 | 119,5 |
| Yamaha YZ490 | 82 | 137 | 37.8 | 16.8 | 188,5 | 123.7 |
| Cezet Typ 514 | 72 | 130 | 32 | 17 | 183.4 | 131,5 |
| Kawasaki kx500 | 86 | 145 | 36,5 / 40 | 17 | 180.1 / 189.3 | 121.3 |
| CR724-Projekt | 79 | 144 | 26/36 | 17 | 156 / 185.8 | 125.3 |
Hinweis: Wenn die Zelle zwei Parameter für die Höhe des Auslassfensters oder die Freigabephase enthält, bezieht sich der erste auf den Zustand mit vollständig geschlossenem MC und der zweite auf offen.
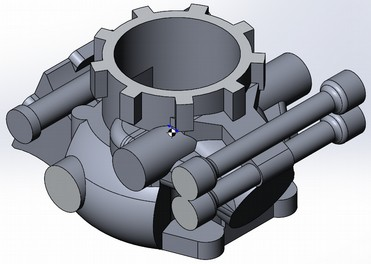
Nach Messungen der mit dem Zylinder verbundenen Elemente des Basismotors wurde ein dreidimensionales Festkörpermodell der Gasverteilungskanäle und der damit verbundenen Hohlräume erstellt. Alle Zeichnungen wurden mit dem SolidWorks-Softwarepaket erstellt.
Festes Modell der Gasverteilungskanäle Wenn Sie
mit einem festen Modell der Kanäle beginnen, können Sie die Anzahl der dicken Gusspunkte minimieren und das Gewicht reduzieren. Im nächsten Schritt wurde eine Schale mit einer Wandstärke von 4 bis 6 mm und einem unteren Montageflansch um das Kanalmodell herum gebaut.
Kanalschale ohne Kanalmodellausschnitt
Der Kühlmantel wurde erhalten, indem eine zweite Schale um die Kanalschale herum konstruiert wurde, so dass zwischen beiden Schalen an heißen Stellen (dem oberen Teil des Zylinders und den Auslasskanälen) ein Abstand von 6 bis 10 mm blieb. Die Wandstärke der Hülle der Kühlkanäle beträgt ca. 4 mm. Der Einlass zum Kühlmantel befindet sich am Boden des Zylinders unter dem Auslasskanal und über der Oberkante der Spülkanäle. Der Mantel bedeckt den gesamten Umfang des Zylinders. Auch in dieser Phase wurden die Ebenen der Gasverteilungsabdeckungen sowie der Einlass- und Auslassflansche gebaut.
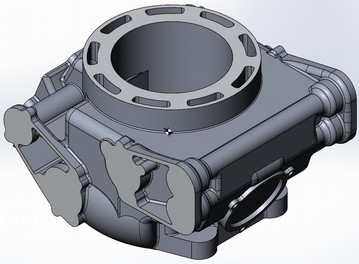
Vollzylindermodell ohne Kanalmodellausschnitt
Das Zylindermodell wird durch Subtrahieren von dem in der vorherigen Stufe erhaltenen Kanalmodell erhalten, so dass das Kanalmodell Hohlräume bildet. Ferner wurde die Markierung der Befestigungslöcher, Lagerlandungen und Auskleidungen vorgenommen. Damit ist der Aufbau des Zylindermodells abgeschlossen.
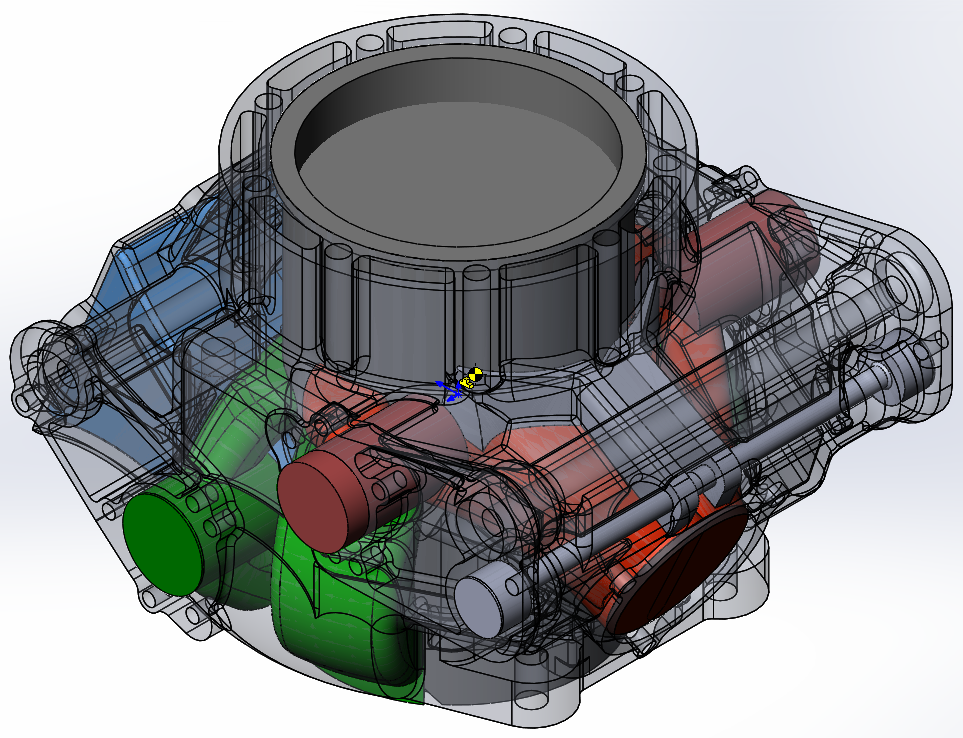
Die Konstruktion des Liners und der Spulen wurde auf die gleiche Weise durchgeführt, indem das Modell der Kanäle von den entsprechenden festen "Rohlingen" subtrahiert wurde.
Es stellte sich heraus und so viel Text, also beende ich diesen Teil für die Sim. Der nächste wird über die Herstellung von Gießereimaschinen und die Ausführung des Zylindergusses berichten.
Nächster Teil: Ihr eigener Zweitaktmotor: Sandkasten, Osterkuchen und 10 kg geschmolzenes Metall